Editorial

This has been a *busy* month, and almost 10,000 hits for October—if I'd held off a few more hours, we might have made it over the edge. The Feeney got as far as being mounted on a stand ready for test running when another project with an external deadline pushed it to back-burner status. That project is progressing well and with luck, the Feeney can become a foreground activity again during November. Did I say November? Where has the year gone and why did so little get done? And I've not forgotten about the MEN Only CD either. It has not progressed because I felt something was just not right, but now, thanks to Roger Schroeder, at least I know what was bothering my subconscious.
Roger pointed out to me that a lot of people are now looking to my disorganized mess of a web site for information. We tossed some ideas back and forth, then Roger asked the Right Question: just what is my mission? Well that's easy, it's, ummm, err, why... well damnifiknow! And it seems to have changed over time as well, which is sure no way to run an army.
All this made me finally understand why I was putting off the CD. In it's current form, a dump of this site to CD would be frustrating. All that great stuff, but no really organized access to it. In some cases, poking around with a file browser, intuiting content from names would be better than looking for links. What is needed is a better menu (the thing at the left) and a for real, working search facility.
For reasons I won't go into here, that last is far more difficult (technically) than it should be, but now I'm focused and that will be my mission for the remainder of this year: Better organization through hierarchical menus and a search capability that will work for web browsers and the CD version.
This month is probably the largest amount of new content I've ever released in one hit, so enjoy it because I expect pickings to be slim while the reorg project is underway. Now on to business...
Model Engine Builders Are Go!

Last month we announced that Mike and Toni Rehmus were inviting feedback from engine builders and model engineering enthusiasts to evaluate the market viability of a new quarterly publication aimed at filling the gap left when the last SIC arrived in our mailboxes. The great news from Mike is we are go for launch, with a target of March One, 2005. He also mentioned that a goodly number of subscription pledges were received from down-under, news which makes me happy to have helped in some small way. Mike is arranging to take subscriptions on-line via a secure connection (the same strength of encryption that on-line banking uses), so keep your eye on the Model Engine Builder Website, and take a wild stab at what connection the picture heading this news item, Issue #1 of MEB, and yours-truly might have in common?
Le Petite Moteur Etheromane Suzor
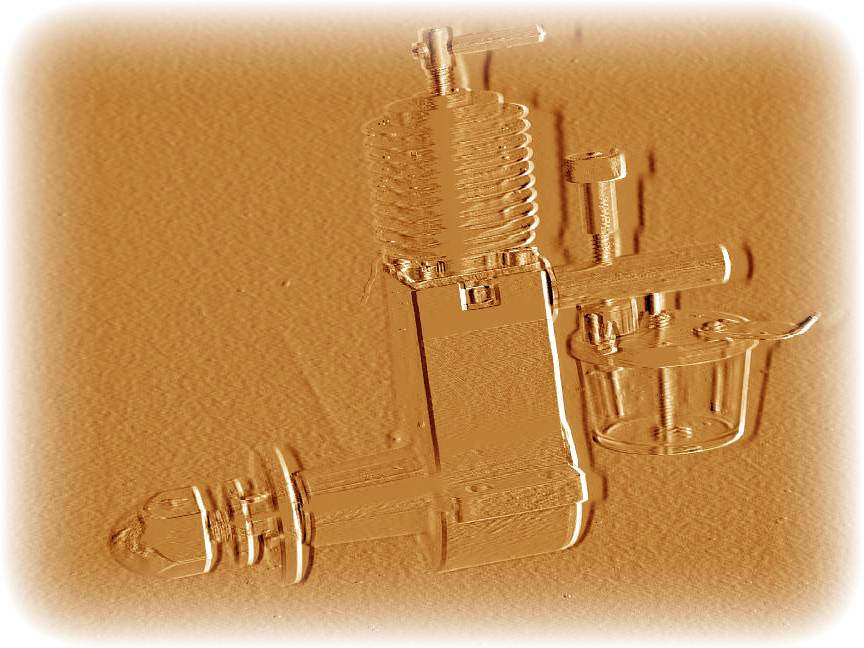
Maybe it's time I moved Les Stone's engines from the "Special Features" section to the "Regular Features" as not a month goes past when Les has not helped me fill out this page with another of his outstandingly finished engines. This one, with a certain "ED" look to it, was designed by Gems Suzor, of whom we will learn more this month. It has a bore (alesage) of 12mm, and a stroke (course) of 17 mm, for a capacity of 1.92 cc (.12 cuin). Design wise, it features a front rotary valve induction, breathing through a rotatable choke shutter on top of the tower protruding from the front mounted fuel tank. For the rest, it's relatively conventional, with the possible exception of a screw-in crankpin—again not unusual for its day.
 Les says he was inspired to build the Etheromane from a picture that appeared on the rear cover of SIC. This, by quirk of coincidence was Ken Croft's rendition of the same engine, pictured here. More visible on Ken's engine is the slightly unusual "transfer tube" arrangement. Both Ken and Les hogged their cases from solid aluminum. The rear crankcase protrusion has a hole drilled in it at an angle that is cross drilled into the crank cavity at the bottom of the case. I can't see any real reason for this other than to keep crankcase volume down.
Les says he was inspired to build the Etheromane from a picture that appeared on the rear cover of SIC. This, by quirk of coincidence was Ken Croft's rendition of the same engine, pictured here. More visible on Ken's engine is the slightly unusual "transfer tube" arrangement. Both Ken and Les hogged their cases from solid aluminum. The rear crankcase protrusion has a hole drilled in it at an angle that is cross drilled into the crank cavity at the bottom of the case. I can't see any real reason for this other than to keep crankcase volume down.
Theories, theories, theories. Crankcase volume keeps on cropping up, and the use of "stuffer" backplates in control-line stunt engines has a lot of dedicated adherents. Strangely, ET Westbury is not a fan of minimized crankcase volume for two-strokes, believing that any more than the bare minimum of primary compression needed to transfer the charge is energy wasted during the down-stroke. I recall George Aldrich relating in an email to the Motor Boys an experiment that he and Duke Fox conducted where they fitted a telescoping backplate to an engine so they could vary the case volume as the engine ran. George said it didn't make any significant difference at all!
Anzani Again
Exactly one year ago in the November 2003 issue of Model Engine News, I made brief mention of Mick Cherry's Anzani "Y" radial, built from Les Chenry's plans and castings. A most welcome email from Mick himself last month said nice things about the site and provided more (and better) photographs of his engine, saying he frequently gives it a run for the pleasure of his mates—and his own, I suspect. It happily swings a 20x8 prop at 2,700 revs, the only problem being a slight tendency for the rocker actuated exhaust valves to gum up in their guides. This has been solved by the addition of a few drops of oil in the fuel (what Westbury calls Petroil).
Mick notes that the oil pump designed for the engine by Les was so efficient that initially it was emptying the oil tank in 30 seconds flat (the engine, like rotaries, uses a "total loss" oil system). The plans also show an oil control valve, and after fitting this, he is able to regulate sufficient oil to the bearings with excess being fed back to the tank. Although the engine is fitted with a replica carburetor, Mick says it does not provide a lot of control, but as he points out, the main problem faced by intrepid pilots of Anzani powered machines was keeping them up, not getting them down. And Mick is fortunate enough to live only an hour away from Old Warden where an original Anzani powered 1910 Depperdussin (and others in the Shuttleworth Collection) make delicate 20-30 foot hops into the wild blue on calm days.
Dear Dorothy Dix
Let me start this one by quoting Australian ABC FM breakfast announcer, Kel Richards, because quite frankly, I could not phrase it better, nor could I paraphrase him in a way that would not be plagiarism:
Although the real Dorothy Dix was an American, the phrase "Dorothy Dix" used as a political expression is an Australian invention. When a minister, in an Australian parliament, is asked a question by a backbench member of his own party (a real "sitter" of a question that gives him a chance to promote himself, his work, and his party) it's described as being a "Dorothy Dixer". The assumption behind the expression is that the minister has written the question himself, and instructed the lowly backbencher to ask it. "Dorothy Dix" was the pen name of an American journalist named Elizabeth Meriwether Gilmer (1870-1951) who wrote a popular question-and-answer advice column (advice to the lovelorn — that sort of thing). And it was widely believed that "Dorothy Dix" wrote the questions, as well as the answers, for her own column.

This month, the Model Engines Frequently Asked Questions page has been given a new look, and has had a new question and answer added, specifically: "How can I make my New, Bright, and Shiny brass work look less New, Bright, and Shiny?"—and I have to confess that the question was one I asked, and even though the exhaustive treatise on "The Accelerated Aging of Copper and its Alloys" was conducted and reported by Bert Streigler, the whole thing smacks of a Dorothy Dixer to me. However, Bert's solution—if you'll pardon the bad pun—sure beats burying your new needle valve in the garden for six months, and is presented as a valid restoration technique. But if anyone uses it to defraud an engine buyer, they will surly burn in hell forever, or perhaps should be the recipient of the items missing from the photo here...
UK WEB Builders

No, not the Royal Society for the Prevention of Cruelty to Arachnids, this is a new portal for model engine builders in the UK that has been set up by Brian Perkins (master cutter of angled teeth in ultra large quantities). The IC Engine Builders' Group exists to generate interest in the building and running of miniature IC engines of all types and to act as a forum for exchange of ideas and information between members. The URL is http://iceba.mysite.wanadoo-members.co.uk, or you can click on the picture of the Shillings 36cc, four cylinder DOHC four-stroke pictured here. The site is being maintained by Malcolm Stride who is also the Club News sub-editor for the Model Engineer. This is fortunate because I for one would not want anything to take Brian away from his Bristols!
Westbury on Two-Strokes

In the past month, I've taken the time to digitize an old series of articles by Edgar T Westbury written in the late 1960's on Model Two-Stroke Petrol Engines. This turned out to be a long exercise as the optical character recognition (OCR) software used was ancient, and very error prone, requiring extensive manual correction (I'm sure there are both subtle errors and out-and-out howlers still remaining). The reason for this arduous undertaking was multi-fold. First, I'm not pushing the bounds of academic fair use by presenting verbatim, a large number of pages from a relatively recent volume of the Model Engineer, and you, Dear Reader, are not burdened with the download time of gigantic image files. Second, the original text can be enhanced with hypertext linkages to both original illustrations, plus other associated ones that are relevant (so when Westburn mentions Arthur Weaver, or Gems Suzor, you can click on the name and find out who the devil he is referring to). And third, it allows specific aspects of the text to be cross referenced from other pages on this site. For example, this month's engine review of the ME Heron marine is able to reference Westbury on marine engine flywheel design.
Making the corrections required in the OCR text forced me to re-read ETW's work very closely. While it was evident that some of his material had dated, the majority is as applicable today as it was then (where "then" dates back to as early as the 1920's since the series covers all of Westbury's two-stroke designs over the decades). One interesting snippet was a line stating that early on, he had corresponded with a young Californian on the topic of front rotary shaft induction valves. The guy in question was Bill Atwood who went on the design and manufacture the Baby Cyclone, which as far as we've been able to confirm, was the first commercial model engine design to incorporate this feature, which today, is considered pretty much "standard practice".
To close of on ETW for this month, Nick Jones has sent in more photos of progress on his Kiwi and these have been added to the Westbury Kiwi page, and an email was received that has me and all my correspondents totally stumped: What does the T in ETW stand for? None of his books cite his full name, nor do his magazine articles, or even articles about him. Even the large number of obituary features and tributes cast no light. So if someone out there knows, please pass on the information so it can be recorded here digitally for posterity.
Midland 2004

One advantage to living on an island the size of a postage stamp with a large population density is that model engineering shows are bound to contain fabulous displays, with something for just about everybody. The oblique reference I'm making here is to England. In contrast, I live on an island the size of the USA, with a total population less than that of Los Angeles, where such gatherings are an impossibility. And this is an oblique prelude Ken Croft's pilgrimage to his local event where he kindly recorded a great cross section of the displays for our enjoyment: click on the link to new Midland Model Engineering Exhibition 2004 page. Sadly, the IC exhibits were few this year, and most of those we'd seen before. To paraphrase an old song title, we have Trains and Boats and [a] Plane—the latter being pictured above. They say that Vintage Team Racers have a certain hypnotic appeal. This is attested to by the evidence: the racer here apparently having put the gentleman in the picture into a deep, sleep-like trance.
New Books and Magazines This Month
Well over a year ago, I reported here on the new "Model Engine World" subscription arrangement for international customers. I had duly placed my subscription and sat back waiting for good things to happen. I waited, waited, waited, forgot, waited some more... and eventually took fingers to keyboard and asked Wise Owl what the devil was happening? They came back quickly and we determined that my subscription had fallen through the cracks in the UK. But they (Wise Owl, not MEW) quickly fixed the problem by air mailing the two issues I'd missed. I've always received great service from Wise Owl, both while living abroad, and in the US. End of Positive Statements.
 So what's in MEW issues #75 and 76? My first reaction was, not a lot. A check on page count showed that there had been no change from the first volume of the 'new' series, with page counts of 28 and 32 respectively. The format is about the same too: an article on some unusual, larger size engine, a model engine article of historical interest, an engine review, a book review, a page or two of color photographs—in fact, it sounds almost exactly like what I serve up here each month! And if we can safely assume I like my own work, why am I mildly disappointed with the content? That's difficult to say. The photography is good (far better than mine), the layout clean and "professional", but there's some indefinable thing missing when compared to the previous volume (issues #71 through 74), and even, or perhaps especially, the (*choke*) Goodall Years! The editor of a magazine like MEW that depends on unpaid contributors can only print what is offered, and if you, or I do not like what we are seeing, the solution is plain: stop winging and start contributing! Then again, maybe it's just me. Let's see what issue #77, if it ever arrives, brings.
So what's in MEW issues #75 and 76? My first reaction was, not a lot. A check on page count showed that there had been no change from the first volume of the 'new' series, with page counts of 28 and 32 respectively. The format is about the same too: an article on some unusual, larger size engine, a model engine article of historical interest, an engine review, a book review, a page or two of color photographs—in fact, it sounds almost exactly like what I serve up here each month! And if we can safely assume I like my own work, why am I mildly disappointed with the content? That's difficult to say. The photography is good (far better than mine), the layout clean and "professional", but there's some indefinable thing missing when compared to the previous volume (issues #71 through 74), and even, or perhaps especially, the (*choke*) Goodall Years! The editor of a magazine like MEW that depends on unpaid contributors can only print what is offered, and if you, or I do not like what we are seeing, the solution is plain: stop winging and start contributing! Then again, maybe it's just me. Let's see what issue #77, if it ever arrives, brings.
-oOo-
Isn't it funny how things happen in multiples? Hear, see, or read an unusual name and odds are it will crop up again quickly, several times in succession. When Les Stone sent pictures of his new, antique Etheromane engine, the "Suzor" in the title stabbed me in the semi-online storage, eliciting a hazy memory of a reproduction book I'd bought back in 2000, written by one Gems Suzor. Next, while proofing the OCR job on Westbury's two-stroke engines, ETW makes multiple mention on how one Gems Suzor arrived from France for a model boat rally and astounded the locals with his home build motors. And that connection brought back memories of a very unusual boat motor I'd seen in an old issue of Model Mechanic that used what looked like inverted saxophones to squirt fuel into the exhaust ports at the approriate time—guess who? Suzor again (and thanks to Ken Croft for the picture as I can't find the one I scanned).
 The cover of Petits Moteurs, by Gems Suzor, ISBN 2-86941-292-4, states that its 128 pages contain 96 illustrations, 36 photographs, 57 "dessins" (drawings), and 3 "plans de modeles a moteurs" (literally, "plans of models have driving": plans for engine powered models). The book is a reprint of a 1938 publication—there were no ISBN's back in '38, that's for sure—and unsurprisingly, it's ALL in French. My school-boy French is not up to the task (unsurprisingly, seeing as how I opted for German
The cover of Petits Moteurs, by Gems Suzor, ISBN 2-86941-292-4, states that its 128 pages contain 96 illustrations, 36 photographs, 57 "dessins" (drawings), and 3 "plans de modeles a moteurs" (literally, "plans of models have driving": plans for engine powered models). The book is a reprint of a 1938 publication—there were no ISBN's back in '38, that's for sure—and unsurprisingly, it's ALL in French. My school-boy French is not up to the task (unsurprisingly, seeing as how I opted for German  ), and later efforts at learning French in a (very) vain attempt to improve my restaurant menu pronunciation was not much better. But today, this is no impediment. The web is replete with automatic language translators, like Bablefish—and shame if you don't recognize the reference in the name! To see what kind of a job such a translation engine would make of the text, take the first paragraph of the Introduction. For real readers of French, the text, as printed is:
), and later efforts at learning French in a (very) vain attempt to improve my restaurant menu pronunciation was not much better. But today, this is no impediment. The web is replete with automatic language translators, like Bablefish—and shame if you don't recognize the reference in the name! To see what kind of a job such a translation engine would make of the text, take the first paragraph of the Introduction. For real readers of French, the text, as printed is:
La vogue et l'actuelle propagande pour l'aviation ont remis à l'honneur la construction des modèles réduits d'avions, je dis bien "remis" car cette saine distraction, beaucoup l'ignorent aujourd'hui, a été très en faveur avant la guerre, on peut même ajouter que dans la categorie des modèles à propulsion mécanique, notre pays se plaçait nettement en avance sur les voisins.
The translator renders this to:
The vogue and l'actuelle propaganda for l aviation gave to l honnor the construction of the small-scale models d'avions, I say well "given" because this healthy distraction, much l'ignorent aujourd'hui, was very in favour before the war, one can even add that in the category of the models with mechanical propulsion, our country was placed clearly advances some on the neighbors.
Not bad, but still a bit hard to read. Looks to my untutored eye like the short form abbreviations for la and le are giving it some problems. These were expanded (with guesses as I'm far too lazy to look up the genders, so to speak), and the untranslatable "aujour" split to "au jour":
La vogue et le actuelle propagande pour le aviation ont remis à le honneur la construction des modèles réduits de avions, je dis bien "remis" car cette saine distraction, beaucoup le ignorent au jour de hui, a été très en faveur avant la guerre, on peut même ajouter que dans la categorie des modèles à propulsion mécanique, notre pays se plaçait nettement en avance sur les voisins.
And that gave a much more understandable translation:
The vogue and current propaganda for aviation gave to the honor the construction of the small-scale models of planes, I say well "given" because this healthy distraction, much are unaware of it at the day of today, was very in favour before the war, one can even add that in the category of the models with mechanical propulsion, our country was placed clearly advances some on the neighbors.
Not bad, I can just about make sense of that—and remember that's the Great War of 1914-18 he's talking about! Now, only 127.8 pages to go. I found the translator program was quite sensitive to the presence and correct placement of accents, acutes, cedillas, and other marks which I though were more for pronunciation guidance than meaning. But armed with a decent scanner, OCR program, and the translator program, the text (or portions of it containing items of interest) could be rendered into English. Might be easier and quicker to learn French though. As a tutor once pointed out to me, you don't need a lot of French, just enough to be able to read a decent French dictionary.
 As to how informative the book may be, there are no engine plans as such, although there are undimensioned drawings for a spark-ignition side port, and tips on how it is designed, how its case can be cast, and the techniques required to build it. The text begins with a history of model engine power plants (France was a pioneer in the area of compressed-air driven models) and is very well illustrated (including a delightful photograph showing a very innovative way to drown a small, troublesome child). In the sections describing the sparkie, the text contains some of the dimensions missing from the drawings, so a motor along the lines shown *could* be made. The model plans mentioned on the cover are for a twin-boom, compressed-air pusher, a tethered speed model with a midships mounted engine driving a pusher prop via a long shaft extension (RTP-like, no controls), and another twin-boom vol libre pusher with "flying-flea" like wings at front and rear. There are also a number of cartoons (presumably by the author) that express a delightful Gallic wit (what engine builder can't instantly relate to the size of the scrap box and the "oh my, I can't believe I've made the same mistake three times in a row" expressed by the figure's body language).
As to how informative the book may be, there are no engine plans as such, although there are undimensioned drawings for a spark-ignition side port, and tips on how it is designed, how its case can be cast, and the techniques required to build it. The text begins with a history of model engine power plants (France was a pioneer in the area of compressed-air driven models) and is very well illustrated (including a delightful photograph showing a very innovative way to drown a small, troublesome child). In the sections describing the sparkie, the text contains some of the dimensions missing from the drawings, so a motor along the lines shown *could* be made. The model plans mentioned on the cover are for a twin-boom, compressed-air pusher, a tethered speed model with a midships mounted engine driving a pusher prop via a long shaft extension (RTP-like, no controls), and another twin-boom vol libre pusher with "flying-flea" like wings at front and rear. There are also a number of cartoons (presumably by the author) that express a delightful Gallic wit (what engine builder can't instantly relate to the size of the scrap box and the "oh my, I can't believe I've made the same mistake three times in a row" expressed by the figure's body language).
To bring this item to a satisfying closure, chapter III mentions one M. Westbury, a "mécanicien de talent aviat" (which needs no translation) showing a photograph of his original Atom I in the bare-bones Comper Swift built by the RAF apprentices while Westbury was teaching at Cranwell. This is the 1925 model mentioned by ETW as never having flown (another reference says that at 1/2 scale, the British Air Ministry would not issue a permit for it).
My copy was supplied by Maeght Editeur S.A., 12 Rue Carves, 92120 Montague, France. It cost US$26.00, including postage. A quick web search suggests the reprint is still readily available.
Engine Of The Month: ME Heron Marine

In an effort to extract the most mileage possible from a single subject, the engine that has provided this month's Tech-Tip, and added a valuable entry to the Model Engines Frequently Asked Questions page, also provides the subject for this month's spot of engine-archaeology. This is the first time I've reviewed the marine version of a model two-stroke, and fortunately the Mountain of Magazines provided three different reviews to compare and contrast. The ME Heron is a rather attractive, though pedestrian little engine that did manage to supply a surprise or two, so click on the picture, or the visit the ME Heron review page to be enlightened on yet another model engine from the Isle of Man.
Tech Tip of the Month: Making NVA's

This month, we're going to look at one way of making needle-valve/spray-bar assemblies—NVA's for short. This is a tedious but relatively simple process that can be carried out on even the smallest and most modest of lathes. I know model engineers who keep a little Sherline, or old round-bed Drummond just for operations like this. No great accuracy is required, though good precision is.
First, let's review what we require in an NVA. Most importantly, it needs to meter the fuel supply in a consistent and reliable way, supplying the fuel as tiny atomized droplets. We achieve this by ensuring that the metering occurs at the inlet, not the outlet. And it must supply only fuel. If it leaks air, the mixture will probably undergo large and unpredictable changes as the needle is adjusted, making the engine hard to tune, or even prone to sudden stopping.
Lastly, if it's a replacement for an engine that's come to you without one (the most likely scenario—countless old engines are in this state), you'll almost certainly want it to look as close to original as possible. If the engine is to run, you also want it to be soundly made and capable of accurately metering fuel! This is not so simple and was the topic of discussion in the February 2003 Issue of Model Engine News. I suggest you click on the link and review why an accurate needle seat is essential to harmoniuos operation.
 If you have, or can borrow an engine that still has a complete, original NVA, problem solved—make a simple sketch of the important dimensions and away you go. If not, check out old magazine engine reviews and other sources for a drawing or photo. The early reviews in the Aeromodeller and Model Aviation are good sources of relatively accurate, full-size 3-view drawings of many old English, Australian, and even some American engines. They won't give you the thread size, but we can make an educated guess on this. Determine the spray-bar diameter by poking number drills into the venturi hole (which hopefully has not been drilled out by some ancient butcher). Now look at a table of threads appropriate to the engine source. English and Australian engines up to the 70's will generally use a British Association (BA) thread. After this they will probably be metric. There are exceptions—some used 1/8" Whitworth, a 40 TPI thread, but most were BA. American engines will be UNC, or UNF. The venturi spray-bar hole will be close to the major thread diameter and you'll probably get it right, or close enough for government work.
If you have, or can borrow an engine that still has a complete, original NVA, problem solved—make a simple sketch of the important dimensions and away you go. If not, check out old magazine engine reviews and other sources for a drawing or photo. The early reviews in the Aeromodeller and Model Aviation are good sources of relatively accurate, full-size 3-view drawings of many old English, Australian, and even some American engines. They won't give you the thread size, but we can make an educated guess on this. Determine the spray-bar diameter by poking number drills into the venturi hole (which hopefully has not been drilled out by some ancient butcher). Now look at a table of threads appropriate to the engine source. English and Australian engines up to the 70's will generally use a British Association (BA) thread. After this they will probably be metric. There are exceptions—some used 1/8" Whitworth, a 40 TPI thread, but most were BA. American engines will be UNC, or UNF. The venturi spray-bar hole will be close to the major thread diameter and you'll probably get it right, or close enough for government work.
Now armed with a simple rough-sketch, we can make a start. Unfortunately, magazine reviews seldom mention what the NVA's were made from. But if in doubt, brass is usually a good guess. A few, like the AM series, used aluminum for both needle thimble and spray-bar. Some DC engines like the Merlin and Spitfire had an aluminum thimble on a brass spray-bar, but most were all brass. The common "stock" sizes for thimbles and spraybars are 1/4" and 3/16" round brass, and 1/4" AF hexagonal (AF is short for "across the flats"). It's a good idea to keep a stock of this, and other AF hex sizes "in the rack" as most NVA's do not use stock nuts, rather thay are made from a smaller size of hex stock than the size common for the thread—and nothing stands out worse that a giant, plated nut in place of a smaller, elegant, plain brass one. I've frequently made replacement nuts by drilling out and re-tapping a smaller size nickle-plated brass nut, thinning it down, then carefully filing the plating off the hex sides.
Enough yabbering; on with the machining. For this exercise, we'll be making an NVA for an ME Heron, a 1 cc diesel from the Isle of Mann, built in the 60's and available in air and water cooled versions:
 Step 1: Start with the thimble. There's a very good reason for starting here, namely, because threading dies are adjustable, but taps are not. We want the thimble to be a close fit on the spraybar to ensure concentricity and prevent air leakage. If the thimble is available when we cut the spray-bar thread, we can ensure this is so. So chuck the thimble stock and blind-drill to the required depth with the recommended tapping size drill for the thread. If the thimble requires knurling, do this first as it's a violent operation and will have adverse effects if done after drilling and tapping.
Step 1: Start with the thimble. There's a very good reason for starting here, namely, because threading dies are adjustable, but taps are not. We want the thimble to be a close fit on the spraybar to ensure concentricity and prevent air leakage. If the thimble is available when we cut the spray-bar thread, we can ensure this is so. So chuck the thimble stock and blind-drill to the required depth with the recommended tapping size drill for the thread. If the thimble requires knurling, do this first as it's a violent operation and will have adverse effects if done after drilling and tapping.
Now change to a drill a couple of number sizes less than the wire you will use for the needle. If the wire being used is 1/16" diameter (0.062"), use a #54 (0.055") drill. Blind-drill this size for sufficient depth to extend past the end of the thimble. Now open out to 1/16". Twist drills will always cut oversize. Doing it in two steps minimizes the error and should give a loose, but not too loose fit on the wire, suitable for soldering and concentric with the lead-in hole, which can now be tapped.
When tapping, turning the chuck by hand, reversing the chuck every half turn for at least a quarter turn to break the chips. I tighten the Jacobs chuck on the tap by hand rather than using the chuck-key. This ensures that if the tap gets tight, it turns in the chuck rather than breaking. Start with a second taper tap and finish with a bottoming tap. Finally, part off to length and dress up the end as required.
 The thimble for the Heron should have been "slit". This allows the thread to be closed up to get a reasonable amount of friction to prevent the setting wandering. I did not bother in this case as the thread fit was good, but if you need to slit the thimble, do so after tapping, but before parting-off. I've used both thin slitting saws and Dremel cut-off disks for this task. The latter will make a cut about 25 thou wide which is bordering on too large (0.016" seems to have been the popular slitting size). Mount the saw in the chuck and the thimble in a tool holder. Advance the thimble using the compound slide until it touched the face of the (stationary) saw. Back it away from the saw with the cross slide and advance further with the compound by an amount equal to one half the sum of the thimble diameter plus the saw thickness. Start up and plunge the thimble into the saw (having first adjusted the thimble to be centered on the lathe spindle height). Neat, easy, fast (and extra points for those who can identify the thimble being slit in this photograph).
The thimble for the Heron should have been "slit". This allows the thread to be closed up to get a reasonable amount of friction to prevent the setting wandering. I did not bother in this case as the thread fit was good, but if you need to slit the thimble, do so after tapping, but before parting-off. I've used both thin slitting saws and Dremel cut-off disks for this task. The latter will make a cut about 25 thou wide which is bordering on too large (0.016" seems to have been the popular slitting size). Mount the saw in the chuck and the thimble in a tool holder. Advance the thimble using the compound slide until it touched the face of the (stationary) saw. Back it away from the saw with the cross slide and advance further with the compound by an amount equal to one half the sum of the thimble diameter plus the saw thickness. Start up and plunge the thimble into the saw (having first adjusted the thimble to be centered on the lathe spindle height). Neat, easy, fast (and extra points for those who can identify the thimble being slit in this photograph).
 Step 2: Grip the spray-bar stock with just enough protruding to form the reduced diameter down to the shoulder, plus a quarter inch (6mm) or so. We want the shank, thread, and needle hole to be concentric, so don't move the part in the chuck until all operations are finished.
Step 2: Grip the spray-bar stock with just enough protruding to form the reduced diameter down to the shoulder, plus a quarter inch (6mm) or so. We want the shank, thread, and needle hole to be concentric, so don't move the part in the chuck until all operations are finished.
First, form the spray-bar shank. If your tool is sharp and you only remove say 10 thous of diameter per pass, you can avoid having to use a dead center support and still end up with a parallel shank. The Heron spray-bar seen here has a 5BA thread, so the major diameter is just 0.126" diameter. It was turned with no support and no taper, but with a very sharp tool. Check after making a couple of passes by measuring at either end. More than 0.002" difference is too much. If you need to support the stock with the tailstock, you can use a "half" dead-center that will allow you to cheerfully produce shanks down to 1/8" diameter. In this case, you'll need to increase the overall shank length a bit so you can face off the sharp edge.
Mark where the thread should be cut too with a grease pencil and open up the die in the adjustable tail-stock die holder as far as it will go. Bring up the die and again rotating the chuck by hand, cut the thread reversing as before to break the chips. If all is well, your thimble should not fit. Incrementally close up the die and hand turn another pass. This produces a nice, clean thread, the aim being to achieve a firm, but not tight fit in the thimble.
 Step 4: The "seat" for the needle is now formed by changing to a #60 drill and blind-drilling another eighth-inch or more. The point left by the #55 will neatly start the #60 concentrically for the all-important fuel-metering shoulder. As drill size goes down, "pecking" out holes to avoid broken drills becomes more important, and the amount drilled with each "peck" should get smaller. A drill whose flutes are clogging up in brass will squeal most distressingly—don't ignore this sign!
Step 4: The "seat" for the needle is now formed by changing to a #60 drill and blind-drilling another eighth-inch or more. The point left by the #55 will neatly start the #60 concentrically for the all-important fuel-metering shoulder. As drill size goes down, "pecking" out holes to avoid broken drills becomes more important, and the amount drilled with each "peck" should get smaller. A drill whose flutes are clogging up in brass will squeal most distressingly—don't ignore this sign!
 Step 5: We want the hole for the needle to be a close fit on the wire, and the only shure-fire way I know of achieving this is to ream the hole with a D-bit made from the needle-stock wire. As seen here, the "D" is not very long, so frequent withdrawals to brush away chips are required. The D itself is about 0.001" more than one half the measured diameter. It can be successfully formed by careful application of a cut-off wheel in a Dremel hand-tool, but it's much easier and more accurate if you have something like The Quorn available.
Step 5: We want the hole for the needle to be a close fit on the wire, and the only shure-fire way I know of achieving this is to ream the hole with a D-bit made from the needle-stock wire. As seen here, the "D" is not very long, so frequent withdrawals to brush away chips are required. The D itself is about 0.001" more than one half the measured diameter. It can be successfully formed by careful application of a cut-off wheel in a Dremel hand-tool, but it's much easier and more accurate if you have something like The Quorn available.
Check when finished that your actual needle wire is a close sliding fit in the hole. If it's loose, your D-bit reamer is blunt. It still may be usable, but there is now the danger of air leaking around the needle wire, making the needle difficult to adjust (the engine will be "critical" of needle adjustment, prone to unexpected stopping during adjustment). If it won't fit at all, the wire must be different! This happens and the cure is make another reamer from the wire you're going to use.
 Step 6: All the serious concentric operations are now complete, so we can drill the spray-bar hole(s). For one-off jobs, I generally pop the spray bar into the venturi and mark the location with a scriber or pencil using the Mark I Eyeball to center it. The stock material provides a handy way to hold the part for this step, so don't be premature in parting it off yet. Use a #0 center-drill to locate the point for the hole on your mark, and as centered as possible on the bench drill, or mill. Change over to the ubiquitous #60 drill and drill through for a two-hole spray bar (like the Heron here), or just to break through to the needle wire hole for one-holers.
Step 6: All the serious concentric operations are now complete, so we can drill the spray-bar hole(s). For one-off jobs, I generally pop the spray bar into the venturi and mark the location with a scriber or pencil using the Mark I Eyeball to center it. The stock material provides a handy way to hold the part for this step, so don't be premature in parting it off yet. Use a #0 center-drill to locate the point for the hole on your mark, and as centered as possible on the bench drill, or mill. Change over to the ubiquitous #60 drill and drill through for a two-hole spray bar (like the Heron here), or just to break through to the needle wire hole for one-holers.
 Step 7: Now back the the lathe to form the fuel tube nipple profile and for parting off. The Heron nipple is of what I call the "bayonet" variety—a tapered end with a shoulder. The sholder should be rounded slightly. If left sharp, it may cut modern silicon-type fuel tubes (there was no such danger on the older, so-called "neoprene" clear tubing, unless it was to the spray-bar!) The other popular style has a rounded ridge with parallel sections either side. This sort can easily be formed using a form-tool made by grinding a shallow, narrow, arc into the end of a piece of 1/8" square HSS with the universal Dremal cut-off disk.
Step 7: Now back the the lathe to form the fuel tube nipple profile and for parting off. The Heron nipple is of what I call the "bayonet" variety—a tapered end with a shoulder. The sholder should be rounded slightly. If left sharp, it may cut modern silicon-type fuel tubes (there was no such danger on the older, so-called "neoprene" clear tubing, unless it was to the spray-bar!) The other popular style has a rounded ridge with parallel sections either side. This sort can easily be formed using a form-tool made by grinding a shallow, narrow, arc into the end of a piece of 1/8" square HSS with the universal Dremal cut-off disk.
 Step 8: The spray-bar is completed by gripping lightly on the shank and running in a #0 center-drill in so that a light cone is formed on the inlet side as seen here. If you guestimated correctly on the #60 blind hole drilled in step 4, the center-drill will connect with this hole and the part is finished. If not, take a quick peck from this side with the #60 to join up—but don't run the drill through! This would run the danger of oval-izing the fuel metering hole due to minor concentricity issues (unless the spray-bar is being gripped in a collet). Better not to tempt fate.
Step 8: The spray-bar is completed by gripping lightly on the shank and running in a #0 center-drill in so that a light cone is formed on the inlet side as seen here. If you guestimated correctly on the #60 blind hole drilled in step 4, the center-drill will connect with this hole and the part is finished. If not, take a quick peck from this side with the #60 to join up—but don't run the drill through! This would run the danger of oval-izing the fuel metering hole due to minor concentricity issues (unless the spray-bar is being gripped in a collet). Better not to tempt fate.
 Step 9: Finally, comes the needle part. Thick darning needles are a good source of needles for shorter needle valves, but the Heron requires a wire end that's long and bent over, so we need to grind our own on a piece of 1/16" diameter music wire. One way of achieving acceptable results was described fully in
the February 2003 Issue of Model Engine News,
so I won't repeat it here. Assuming we now have the needle formed, we come to the part that can make or mar the finished appearance: soldering the needle to the thimble. Making neat yet strong solder joints is easy, yet so often I see nice workmanship marred with an unsightly blob of solder that's gone everywhere and is obviously a failure waiting to happen. The technique I use was once called "sweating", and here's how to do it.
Step 9: Finally, comes the needle part. Thick darning needles are a good source of needles for shorter needle valves, but the Heron requires a wire end that's long and bent over, so we need to grind our own on a piece of 1/16" diameter music wire. One way of achieving acceptable results was described fully in
the February 2003 Issue of Model Engine News,
so I won't repeat it here. Assuming we now have the needle formed, we come to the part that can make or mar the finished appearance: soldering the needle to the thimble. Making neat yet strong solder joints is easy, yet so often I see nice workmanship marred with an unsightly blob of solder that's gone everywhere and is obviously a failure waiting to happen. The technique I use was once called "sweating", and here's how to do it.
There are three basic rules to good soldering: cleanliness, cleanliness, and cleanliness. We've just drilled the thimble hole (dry, no lubricant) and faced the end, so they are clean. The wire is easy to clean by rubbing it in a piece of folded over 600 grit wet-and-dry sandpaper (dry). Keep this up until the wire is absolutely bright and shiny, then wipe with a clean rag.
Screw the thimble home all the way, then back off a turn (checking that enough spray bar is exposed to span the venturi and take the securing nut). Now push the needle in until it is firmly against the seat. Mark the exposed wire about 1/16" from the end of the thimble with a grease pencil. Remove the wire and make another grease pencil mark about 1/4" towards the pointy end from the first circumferential mark. We will now "tin" the area between the two marks. The grease pencil will prevent the solder from spreading any further than the marked out band.
Hold the wire horizontally in a vise. Melt some 60/40 rosin cored solder onto the tip of your iron (a 60 Watt job is more than adequate). Touch this to the underside of the wire. Apply more solder to the wire itself above the iron tip. When the wire is hot enough to melt the solder, form a big, unsightly blob all the way around the wire. Stroking the wire with the iron tip will help. Now quickly put down the iron, and wipe the molten blob off with a rag. The result is seen in the photo above: a dullish silvery area where the solder has actually wicked into the steel wire. As it is IN the wire, the diameter will be the same as before. Examine closely to make sure there are no places where bare metal is visible in the tinned area.
 Step 10: Now slide the needle back onto its seat. The tinned area should extend from just after the spray bar end, under the thimble, to just past its end. If the tinned area passes into the spray-bar, we're in danger of gluing everything shut (yes, I've done that), and the needle and thimble must be unscrewed in unison the get the tinned area out of the spray-bar. This is why the grease pencil limits are so important. Assuming all is well, we can wipe all solder off the tip of the iron and apply the tip to the exposed tinned section of the wire and let it heat for a few seconds. Now apply just the tiniest bit of solder to the junction of wire and thimble. If it does not melt, take it away. When both are hot enough it will melt and flow around the end of the thimble.
Step 10: Now slide the needle back onto its seat. The tinned area should extend from just after the spray bar end, under the thimble, to just past its end. If the tinned area passes into the spray-bar, we're in danger of gluing everything shut (yes, I've done that), and the needle and thimble must be unscrewed in unison the get the tinned area out of the spray-bar. This is why the grease pencil limits are so important. Assuming all is well, we can wipe all solder off the tip of the iron and apply the tip to the exposed tinned section of the wire and let it heat for a few seconds. Now apply just the tiniest bit of solder to the junction of wire and thimble. If it does not melt, take it away. When both are hot enough it will melt and flow around the end of the thimble.
An alternate way is to use no extra solder at all, and heat the wire and thimble with a direct gas flame. It's amazing how the solder abruptly beads up, apparently appearing from nowhere, forming a neat, almost invisible joint. Be very careful not to bump anything until it cools. Any movement while the solder is mushy will cause a "cold joint". Cold joints are dull in appearance and will fail. Don't force cool by dunking is water either—this is another way of ruining the joint.
Bend over the end, make the nut, and the job is done. That's all there is to it. My workshop notebook has all sorts of NVA drawings scattered through it. Some day, in my copious free time, I plan to clean these up and make them available via these web pages. So much to do... so little time...
 Model Engine Builders Are Go!
Model Engine Builders Are Go!
 Editorial
Editorial

























{kind=link}
{kind=link}