A Curry Mills Repair Job
Click on images to view them in larger size and more detail.

Aurora Model Manufacturing Co Pvt Ltd of Calcutta, India has copped their share of curry over the quality of their Mills .75 reproduction. This is both unfair and just, depending on what you are doing at the time. The engines were cheap and plentiful, with very good piston/cylinder fits, so they start almost as easily as the "real" thing and run about as well too. In fact, they are quite a nice little replica, until it comes time to land. Then the engine's Achillis' heal pops its head up as the crankshaft exhibits all the tensile strength of a piece of wet spaghetti!
Even a gentle nose-over on the glide is likely to bend the delicate shaft (threaded 4BA, major diameter 0.141"). It straightens about as easily as it bends—until the inevitable work hardening causes it to snap off rendering the whole engine useless. Of course, hitting the ground with the engine still running is like to do the same thing without the need for operator intervention. This has given rise to the derogatory appellation of "Curry Mills" being attached to the engine.
Aurora was owned and run by Calcutta businessman, Mr Suresh Kumar. He had acquired the Mills .75 and 1.3 rights, along with those for the Taplin Twin and Allen Mercury range. I don't believe any of the latter were produced by Aurora, but the Mills and Taplin certainly were, along with the rather unattractive Aurora K-Series FRV diesel. The latter became renown for breaking shafts too. All in all, a worthwhile and earnest enterprise by a man with a genuine affection for the engines, let down by poor quality control.
 This photo shows a text-book example the state in which I rather suspect a large number of these little blokes ended their life before becoming land fill. But this need not be so. The engine was passed to me for repair and my first reaction was to simply make a new shaft for it. Two seconds thought on this plan decided me that the new shaft should use a screw-in stud. The shaft journal diameter is only 3/16", but the crankcase and bronze bush provide adequate support, so a stud from a 4-40 cap-head steel screw will be stronger than the average amateur could make and certainly stronger than Aurora could make. Plus, it can be easily replaced if it bends. Sounds like a winner, but wait! The existing shaft is in perfect condition. Provided it's soft enough to drill and tap, I won't even have to make a shaft. Certainly worth a try.
This photo shows a text-book example the state in which I rather suspect a large number of these little blokes ended their life before becoming land fill. But this need not be so. The engine was passed to me for repair and my first reaction was to simply make a new shaft for it. Two seconds thought on this plan decided me that the new shaft should use a screw-in stud. The shaft journal diameter is only 3/16", but the crankcase and bronze bush provide adequate support, so a stud from a 4-40 cap-head steel screw will be stronger than the average amateur could make and certainly stronger than Aurora could make. Plus, it can be easily replaced if it bends. Sounds like a winner, but wait! The existing shaft is in perfect condition. Provided it's soft enough to drill and tap, I won't even have to make a shaft. Certainly worth a try.
 The first unpleasant surprise came when I tried to remove the cylinder. Nothing I tried would budge it. Normally gentle heat is the cure-all for this—about the amount that requires thick gloves to handle the parts after application. That was tried, then a bit more, and some more again. It still would not budge. What to do?
The first unpleasant surprise came when I tried to remove the cylinder. Nothing I tried would budge it. Normally gentle heat is the cure-all for this—about the amount that requires thick gloves to handle the parts after application. That was tried, then a bit more, and some more again. It still would not budge. What to do?
 The question was put to the Motor Boys. Suggestions ranged from more heat to offers of enough parts to build the owner a new one from scratch (sans shaft because nobody but nobody has spare Aurora Mills shafts lying around!) One idea worth a try came from Roger Schroeder. By coincidence, Roger was preparing an Engine-uity column for ECJ on the topic of unsticking stuck engine parts. His suggestion was to soak the parts in a solution made up of equal parts acetone and Automatic Transmission Fluid (ATF). Having seen what accidental ATF spills do to engine bays, I thought this was worth a try, so the magic mushroom mix was prepared and the engine dropped into it for 24 hours.
The question was put to the Motor Boys. Suggestions ranged from more heat to offers of enough parts to build the owner a new one from scratch (sans shaft because nobody but nobody has spare Aurora Mills shafts lying around!) One idea worth a try came from Roger Schroeder. By coincidence, Roger was preparing an Engine-uity column for ECJ on the topic of unsticking stuck engine parts. His suggestion was to soak the parts in a solution made up of equal parts acetone and Automatic Transmission Fluid (ATF). Having seen what accidental ATF spills do to engine bays, I thought this was worth a try, so the magic mushroom mix was prepared and the engine dropped into it for 24 hours.
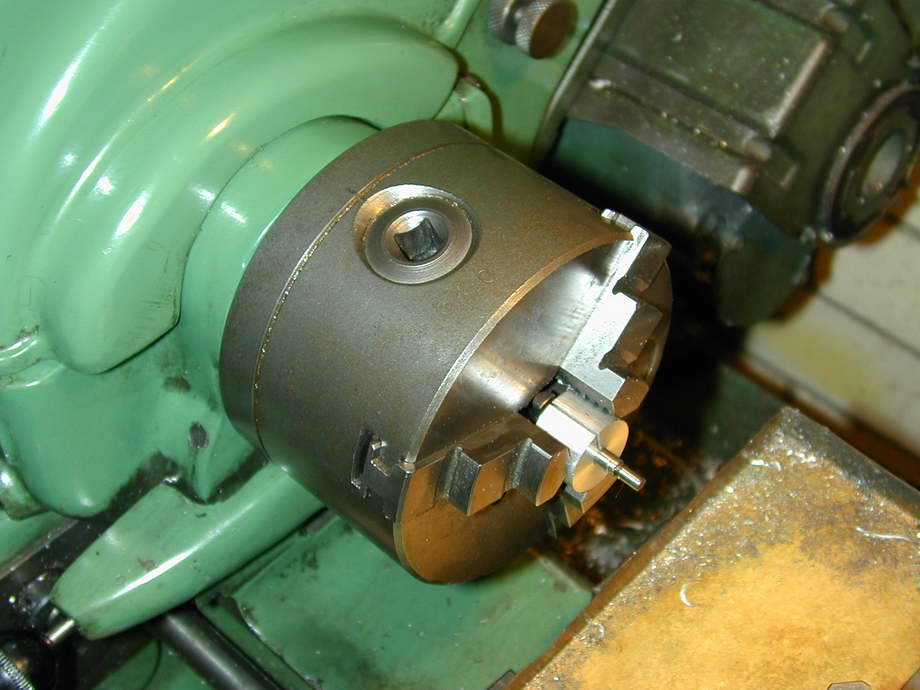
 To everybody's surprise, the pesky thing came out with almost no effort at all! This photo shows the same method I had been trying after the serious heat application: grip the upper cylinder, supported internally by the contra-piston, in the three-jaw chuck, then try to pull the case and liner apart while twisting the case to break the glue joint[1]. This ploy had got me nowhere after sincere heating, after soaking in the ATF/acetone mix, is just slid right out as if saying "what's all the fuss about?" I suspect that the acetone did almost nothing to help. As you may be able to see in the previous photo, the two just don't mix. You can shake it up and get a pink froth for a while, but the two constituents separate out again in nothing flat: ATF on the bottom, acetone, slightly tinted, on top. Hence most of the 24 hour unattended soak would have been in the ATF layer only. I'll wait until the next glued up engine comes in for repair and try ATF only on it, but for now, we can proceed with the crankshaft repair.
To everybody's surprise, the pesky thing came out with almost no effort at all! This photo shows the same method I had been trying after the serious heat application: grip the upper cylinder, supported internally by the contra-piston, in the three-jaw chuck, then try to pull the case and liner apart while twisting the case to break the glue joint[1]. This ploy had got me nowhere after sincere heating, after soaking in the ATF/acetone mix, is just slid right out as if saying "what's all the fuss about?" I suspect that the acetone did almost nothing to help. As you may be able to see in the previous photo, the two just don't mix. You can shake it up and get a pink froth for a while, but the two constituents separate out again in nothing flat: ATF on the bottom, acetone, slightly tinted, on top. Hence most of the 24 hour unattended soak would have been in the ATF layer only. I'll wait until the next glued up engine comes in for repair and try ATF only on it, but for now, we can proceed with the crankshaft repair.

|
|

|
Holding the shaft for drilling requires a simple little jig made from an aluminium off-cut just larger in diameter than the crankshaft web. In the left-hand photo above, it has been drilled and reamed to a close fit on the 3/16" shaft. A center-pop mark has been made in line with the marked "reference" chuck key socket so that the jig can be replaced in the same location after the next step to maintain concentricity. In the middle shot, the jig has been sawed through to the center, radially, on the center-pop, and replaced with the shaft inserted. The jaws close up the jig tightly enough to compress it and hold the shaft for the light drilling operation. In this photo, a test skim has been made over the broken shaft section to test its hardness prior to the drilling attempt. The verdict? Dead-soft!! The last, right hand shot shows the shaft after center-drilling, drilling #42, and tapping 4-40 for 3/8" deep. A short length of the skimmed shaft has been retained to help center the prop—hopefully not enough to be susceptible to bending!
 I wanted to capture this remarkable piece of precision engineering before the engine was re-assembled. We are looking at the inlet side of the cylinder liner. I would have said the different level of the ports was a product of sloppy work had not Bert Striegler sent a photo of the spares in his curry-bin that are all the same! I can only conclude that it was the jig for drilling these that was made this way and the cylinders had no option but to follow suit. It has to be sloppy work—I can think of no reason it would have been done intentionally!
I wanted to capture this remarkable piece of precision engineering before the engine was re-assembled. We are looking at the inlet side of the cylinder liner. I would have said the different level of the ports was a product of sloppy work had not Bert Striegler sent a photo of the spares in his curry-bin that are all the same! I can only conclude that it was the jig for drilling these that was made this way and the cylinders had no option but to follow suit. It has to be sloppy work—I can think of no reason it would have been done intentionally!
 Here we have the engine reassembled with a suitable bushing in the prop to center it on a 4-40 cap head machine screw. It was decided to try just using the cap head screw to retain the prop rather than an actual stud and separate spinner-nut. After all, that works ok for Cox 049's (0.8cc). A nice steel washer drilled #33 for the 4-40 screw completes the job and the little K-Diesels Mills is ready for testing.
Here we have the engine reassembled with a suitable bushing in the prop to center it on a 4-40 cap head machine screw. It was decided to try just using the cap head screw to retain the prop rather than an actual stud and separate spinner-nut. After all, that works ok for Cox 049's (0.8cc). A nice steel washer drilled #33 for the 4-40 screw completes the job and the little K-Diesels Mills is ready for testing.
 Well, it ran before, so it *must* run now, and it does. There was a tendency for the prop to loosen when the engine was flooded. This is not hard to do as the needle taper and thread are a bit coarse. This combination results in a running position for the needle of less than one turn open. It may have been possible to squeeze a 6-32 thread in which would be closer to the original 4BA, but I would not be happy with wall thickness in the drilled out section. The rather poor knurling on the drive washer and wooden prop may have contributed to the loosening problem too. But that aside, the repair is easy to do and a complete success. The result is a return to service of an otherwise basket case and a more crash resistant engine than ever before.
Well, it ran before, so it *must* run now, and it does. There was a tendency for the prop to loosen when the engine was flooded. This is not hard to do as the needle taper and thread are a bit coarse. This combination results in a running position for the needle of less than one turn open. It may have been possible to squeeze a 6-32 thread in which would be closer to the original 4BA, but I would not be happy with wall thickness in the drilled out section. The rather poor knurling on the drive washer and wooden prop may have contributed to the loosening problem too. But that aside, the repair is easy to do and a complete success. The result is a return to service of an otherwise basket case and a more crash resistant engine than ever before.
| [1] | Very Important Note: Do not even think about this unless the piston has been freed first. Applying torque to the case and liner with a stuck piston will cause distortion and possibly terminal damage to the conrod. |


This page designed to look best when using anything but IE!
Please submit all questions and comments to