Making a Crankcase Pattern for Sand Casting

I have very little experience in pattern making for sand casting, and absolutely ZERO skill and experience in the actual casting process. But I've read a lot on the topic and have managed to produce a couple of patterns that Motor Boy Roger Schroeder (the Grand Fromage of Classic Model Engine Kits) has declared usable, so here is a bit of explanation that may encourage you to 'have a go' too. The subject for the exercise will be the case for the Mills 1.3 Mk I/II.
Material
Anything that works and will stand up to the "ramming up" process is fine. Many fine patterns for crankcases have been made from balsa (technically, a hardwood). I prefer something a bit more resistant to sandpaper so that I really have to work at it to make it go undersize. So-called "yellow pine" is fine, but may crack and warp with age. My current preference is a material called "craft-wood" down-under. This is a fine grained particle-board that is almost as dense at the center as it is on the faces. It can be turned easily and sands to a good finish all over. Common partical-board is too flaky to use. The off-cuts I secured to make the Mills pattern were 3/4" thick, with a bonded laminate cladding. This cladding actually became an advantage, providing a clear reference line and a fine parting surface for the pattern halves.The pattern does not all have to be of the same material. With modern epoxies and cyno-acrylates, gluing on the odd bit of aluminium or plastic that fits the purpose is easy and permanent. In fact, using metal and plastic will save you some time and effort when it comes to sealing and finishing the pattern.
Planning
Considering how the case will be used can influence how the pattern will be made and the standard of finish required. For the Mills, I wanted it to be usable "as-is", or to be capable of being machined all over to truly replicate the original "hogged from the solid" look. If we just wanted the latter, the pattern would only need to be vaguely crankcase shaped, and the pattern finish would not matter a lot. But as we want to suit both options, it needs to be not too far oversize, and have a reasonable surface finish and regularity.
The prime consideration in making a pattern is producing one that can be removed from the sand without defacement of the mould. Second in importance is how the finished casting will be held for machining. The Mills could almost be made as a one piece pattern that is rammed up sitting on its rear face. However, a pattern needs draft (ie, some taper) to allow it to be withdrawn from the sand. This would mean that the case journal projection would have to be tapered a couple of degrees or three uniformly from back to front, and that would make workholding difficult. The best solution is to split the case around the central, vertical longitudinal plane, allowing a nice, large, constant diameter chucking piece to be provided on the front of the casting. The two halves will later be permanently affixed to a "match plate" board using dowels to line the halves up on the two opposite faces. These holes also serve to align the halves while the pattern is being made, so accuracy is assured. Having decided this, everything else falls simply into place.
Allowances
We need to provide for one or two allowances. If some part is to be considered as being at the finished size as cast, it needs only an allowance for alloy shrinkage during cooling. The rule of thumb for aluminium is 5/32" to 3/16" per foot [1]. If the part is also to be machined, an extra allowance is required for this, and that can be as big as you want. Unfortunately, my plan calls for an either/or, so I decided on roughly 1/64" (between 0.016" and 0.02") for machining. On top of this we need the shrinkage allowance which can easily be calculated by multiplied the dimension by 1.014. For example, say we wanted something to be 0.75" diameter when machined. The pattern would need to be 1.014 * (0.75 + 0.04), which is 0.801"--call it .8" as close enough for government work.Lathe Abuse for Beginners
Your pride and joy toolroom lathe can easily be used to turn wood, but be vary careful about cleaning up scrupulously afterwards, and give it a good oiling at the same time. This is because wood shavings will absorb moisture and we don't want that anywhere around our lathe. It's also a good idea to drape rags over as much of the bed, saddle, etc as possible to prevent the dust settling in the first place.The round part is first prepared by screwing two lengths of material together with wood screws recessed on the head side so that the head will be completely below the finished diameter and short enough to lie totally within the finish size on the pointy side. We will be turning between centers, so the ends need to be center drilled precisely on the join (the hard laminate makes this surprisingly easy). Next, drill two 1/4" holes through the block for the joining dowels. These need to be close on the centerline formed between the centers drilled in the ends. A hardware store doweling kit provides the dowels and a specially ground drill bit that is ideal for this purpose. Poke some dowels in, ensuring they are again below the finish size (dowels being harder to turn than craft-wood, protrusions would induce an irregularity in the surface finish). Finally, a headless wood screw is inserted into one end so as to lie under the finished diameter--we'll see why in the next paragraph.
We can use a live center in the tailstock, but rather than messing round with a headstock center and drive plate, just chuck up a stub of say 1/4" or 3/8" scrap steel stock in the 3JSC and turn it to a 60 degree included point. This, until it is removed, will run as accurately, or even more accurately than any headstock center. The screw in the end of the block is inserted between a pair of chuck faces to act as the drive dog for blank. Bring up the tailstock and push it firmly into place and lock up. Now select your least favourite, but sharp metal cutting tool, set the lathe to high speed (say 2000 rpm) and away we go making dust. The part can be finished using a strap of fine sandpaper held looped around the curves (you'll really appreciate the rags you covered exposed machinery with during this step).
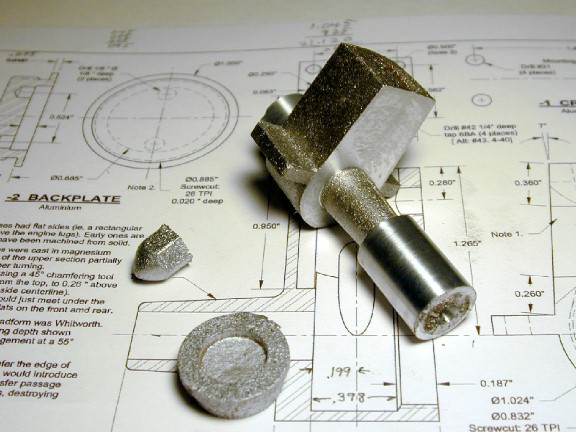
 This photo shows the turned case journal, chucking stub and rear projection (explained in the last paragraph), together with two more blocks of craft-wood, doweled together at one end only, ready to be drilled out to take the round bit at the other end--hence the lack of a dowel there. The block has had the horizontal center line clearly and cleanly scribed, then using this as a center, scribed for the hole (which will be bored in the lathe to ensure it is exactly centered on the join line) and the case outside diameter (with only 0.01" machining allowance this time). As the wood will be quite delicate after the hole is drilled, I chose to cut almost to the finished lower case diameter before hand.
This photo shows the turned case journal, chucking stub and rear projection (explained in the last paragraph), together with two more blocks of craft-wood, doweled together at one end only, ready to be drilled out to take the round bit at the other end--hence the lack of a dowel there. The block has had the horizontal center line clearly and cleanly scribed, then using this as a center, scribed for the hole (which will be bored in the lathe to ensure it is exactly centered on the join line) and the case outside diameter (with only 0.01" machining allowance this time). As the wood will be quite delicate after the hole is drilled, I chose to cut almost to the finished lower case diameter before hand.
 In this photo, the case section has been sanded to the finished thickness fore-aft and setup in the 4JIC to bore for the journal. The fit required is a close, but not tight fit. Note the little "V" block made from some aluminium offcut being used over the rounded portion of the pattern. Notice that the sides have been left parallel to assist chucking, and especially notice the right mess the operation has made of my 4 jaw chuck! Lots of earnest cleaning was undertaken after this step.
In this photo, the case section has been sanded to the finished thickness fore-aft and setup in the 4JIC to bore for the journal. The fit required is a close, but not tight fit. Note the little "V" block made from some aluminium offcut being used over the rounded portion of the pattern. Notice that the sides have been left parallel to assist chucking, and especially notice the right mess the operation has made of my 4 jaw chuck! Lots of earnest cleaning was undertaken after this step.
The journal can now be glued into the case. I did this by separating the halves and pressing two parts down to a flat surface while the (woodworking) glue dried. Dowels were then inserted and the first half used to align the second half while it was glued together. A piece of kitchen cling wrap between the halves around the glue joint would have been a good idea, but I got it apart without damage, eventually.
 The last step is attaching the lugs. Having had, heard, and seen problems with this simple job before where the wooden lugs have subsequently warped and made extracting the pattern from the sand difficult, I hit on the idea of keying them into the main pattern with aluminium tongues. A junior hacksaw blade cuts about 0.020" thick. Some scrap 0.020" aluminium was laminated to some 1/8" thick spruce, and cut to lug shape. The ally provides the shrinkage and machining allowance, and a slight draft is sanded onto the wood (which will be positioned at the top) to provide a little draft. The sawcut is made on the scribed centerline along the case axis. This ensures the bottom of the lugs are in about the right place. Finally, the lugs are glued in place (cyno-acrylate) and a fillet formed at the upper juncture with cellulose balsa cement.
The last step is attaching the lugs. Having had, heard, and seen problems with this simple job before where the wooden lugs have subsequently warped and made extracting the pattern from the sand difficult, I hit on the idea of keying them into the main pattern with aluminium tongues. A junior hacksaw blade cuts about 0.020" thick. Some scrap 0.020" aluminium was laminated to some 1/8" thick spruce, and cut to lug shape. The ally provides the shrinkage and machining allowance, and a slight draft is sanded onto the wood (which will be positioned at the top) to provide a little draft. The sawcut is made on the scribed centerline along the case axis. This ensures the bottom of the lugs are in about the right place. Finally, the lugs are glued in place (cyno-acrylate) and a fillet formed at the upper juncture with cellulose balsa cement.
 The final step is to apply finish to the pattern. Traditionally, this is shallac, but I'm a modeller, so dope and talc is what comes easily to hand. If the pattern was to be used to produce the final finish (I'm hoping most will choose to machine all over), it would also get a number of coats of enamel sprayed on and rubbed back. Note that I've not filled in the outside of the dowel holes. This makes it easier to push them out, and allows the match-plate holes to be spotted through the pattern itself. The match plate will also have holes in it that registers with pins in the cope and drag boxes. This is Roger's department, so I leave that to him and reap a fine and legitimate excuse for not finishing off the pattern.
The final step is to apply finish to the pattern. Traditionally, this is shallac, but I'm a modeller, so dope and talc is what comes easily to hand. If the pattern was to be used to produce the final finish (I'm hoping most will choose to machine all over), it would also get a number of coats of enamel sprayed on and rubbed back. Note that I've not filled in the outside of the dowel holes. This makes it easier to push them out, and allows the match-plate holes to be spotted through the pattern itself. The match plate will also have holes in it that registers with pins in the cope and drag boxes. This is Roger's department, so I leave that to him and reap a fine and legitimate excuse for not finishing off the pattern.
Some little points not mentioned: if you look closely at the photos, you'll notice that the ends of the round part have had a light draft sanded into then to assist pattern removal, as has the top of the case. And the reason that the round bit projects out the back of the case is to provide anchorage for a case "core", should one be needed. This is not a machining assist. The highest volume will be in the middle of the case, so if the casting is going to sag during cooling, that's where it will happen (Roger tells me). If test pours showup this problem, a small core can be dropped in to reduce the volume of metal in this area. Better safe than sorry.
| [1] | Chastain, SD: A Sand Casting Manual for the Small Foundary Volume 2, (self-published), ISBN 0-9702203-3-2, 2004, p118. |

This page designed to look best when using anything but IE!
Please submit all questions and comments to
enquiries@modelenginenews.org