How To Time a FRV

Click on pictures and drawings to view in more detail
 Introduction
Some Theory
The Example Specification
Timing Procedure using CAD
Timing Procedure using Math
Machining Procedure
Conclusions
Introduction
Some Theory
The Example Specification
Timing Procedure using CAD
Timing Procedure using Math
Machining Procedure
Conclusions
Introduction
This How-to gives two ways of determining where to place the hole in the crankshaft of a Front Rotary Valve (FRV) two-stroke engine in order to achieve a desired inlet timing. The first uses a CAD (computer aided design) program to assist. The CAD approach could also translate to pencil and paper (ok, throw in a ruler, square, pair of compasses and a protractor, but it can certainly be done). We then see how the same results can be achieved by calculation.
A standard two-stroke model engine uses the crankcase as a pump. During the period when the piston is moving upwards, the crankcase volume under the piston is increasing. This allows it to draw air and fuel into the crankcase through an open inlet port. As the piston descends, this port closes and the mixture is compressed. When the transfer port opens, it is pumped into the cylinder.
At first glance, it might seem that to take full advantage of the upstroke, the inlet should open at BDC and close at Top Dead Center (TDC). But we are dealing with fluid flow and that fluid has inertia, so we can actually continue drawing in mixture after the piston passes TDC. Obviously, with the pressure in the crankcase now beginning to increase, if we delay too long in closing the inlet, flow will reverse and we get blow-back.
A common way of describing the inlet timing is to quote the opening point as x° Before Top Dead-center (BTDC), and the closing point as y° After Top Dead-center (ATDC). The duration is then x+y. Naturally, given any two values, the other can be easily calculated.
As we mostly need our engines to run in only one direction (counter-clockwise viewed from the front), we can get more power by optimising the inlet events for that direction of rotation. There are a number of ways of doing this. The FRV has become the most common design used for model engines because it provides the best trade-off between simplicity, ease of manufacture, and power to weight. As we will see, it also imposes its own restrictions, so for optimum performance, some form of Rear Rotary Valve (RRV) is the absolute best. Disks are good, drums are better, and, all else being equal, the Zimmermann valve seems to be the absolute best. I say "all else being equal" because minor but significant changes to friction defeating things like wrist-pin and piston design can move the goal posts when we get to highly optimised, ultra-high performance racing engines.
Returning to the front rotary valve, this utilizes an opening in the surface of the crankshaft that registers with a port in the shaft journal as the shaft rotates. By adjusting the width of the two, we can position the inlet open and close events independently of the exhaust and transfer timing, allowing us to balance out mass flow within the engine.
Around BDC, exhaust and transfer are both open. Until the transfer closes, the ability of the inlet to draw in air (and fuel) is limited. But another reason to delay opening the inlet has to do with the strength of the crankshaft. We've had to drill an axial hole up the shaft to form the gas passage. This reduces the torsional stiffness of the shaft near where force is being applied to the crankpin. Then we've introduced a weak spot and created potential stress points by cutting away part of the cylinder to form the port. If we were to open the inlet at BDC and close some degrees ATDC, almost half the tube formed by the shaft would be gone! So commonly, designers delay opening the inlet until the transfer has closed so that the actual FRV inlet port opening duration is less than 180°. In contrast, disk and drum RRV speed engines may have an inlet timing of 180°, or even more.
Still with me? With all that understood, we can get on with today's challenge: figuring out what size hole to cut and where to cut it in a FRV crankshaft to provide a desired timing. The subject for the exercise is also a bit unusual, being what is termed an updraft venturi. This means that the venturi points in the opposite direction to the cylinder, hence air must be drawn up into the engine when it is mounted upright. This may seem odd, but really the distinction is a bit arbitrary as a normal downdraft FRV engine works like an updraft when it is mounted inverted. That said, updrafts are not all that common these days. The timing diagram, as shown here, will be the same irrespective of where the venturi is positioned.
Table 1. The table above sets out everything we know and all we need to know in order to find the position of the shaft (or drum) port opening. But enough philosophical discourse, onto the action...
If our engine design had been the more common down-draft configuration, the only difference would be that the parallel lines representing the venturi opening in the first step would have been drawn towards TDC rather than BDC. I hope you see how easy CAD has made this process. We could have used paper, pencil, and protractor, but it would not have been quite as easy or precise. That said, the learning curve for CAD is steep, and it's a "use it or loose it" sort of skill—at least is it for me at any rate!
φ = sin-1 Vd/Cd
Scientific calculators will have an "ASIN" button that performs this function. For our example, this is sin-1 of 0.140/0.312 is 26.666° so let's round that to 27°.
Remarkable! That's the same answer CAD gave us!
Close enough! The 0.001" discrepancy can be explained as a result of rounding the angle in Step 1. The CAD solution used the precise angle—even though the dimension tool precision had been set to print the result rounded to zero decimal places.
I'm now sort of regretful that I used an updraft as the example because the solution for a downdraft will have the crankpin position rotated 180° and this must be accounted for in steps 3 through 5. But if you visualize what is going on and understand what needs to take place, it will be clear what the relationships are. Understanding is always better than blindly following a set on mysterious instructions. Now let's see if we can actually make the thing.
Some Theory
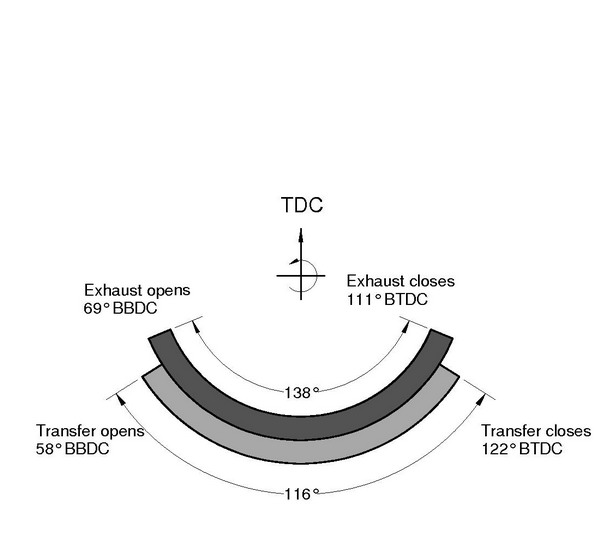 Let's discuss two-stroke timing for a moment. On your typical model engine, exhaust and transfer timing are set by piston movement and the position of the ports cut in the cylinder liner. Transfer is sometimes called "bypass" as this port allows the compressed fuel/air mixture in the crankcase to pass by the piston and enter the cylinder. Because both events are tied to piston movement, they will be equally disposed either side of Bottom Dead Center (BDC).
Let's discuss two-stroke timing for a moment. On your typical model engine, exhaust and transfer timing are set by piston movement and the position of the ports cut in the cylinder liner. Transfer is sometimes called "bypass" as this port allows the compressed fuel/air mixture in the crankcase to pass by the piston and enter the cylinder. Because both events are tied to piston movement, they will be equally disposed either side of Bottom Dead Center (BDC).
 The piston can also be used to control inlet. This type of engine is called a side-port, or less commonly these days, a three-port design. As with exhaust and transfer, piston controlled inlet produces symmetrical inlet timing equally disposed either side of TDC. With the open point equal to and limited by the close point, the former must be restricted if the latter is not to exhibit an excessive amount of blow-back. The result is a restriction to the total inlet duration, and since the power developed depends on the amount of fuel/air mix we can induct, side-ports are not the best choice for a high powered model engine. As a side-benefit (?) to the symmetrical inlet timing, side-ports will start and run equally well in either direction—always the wrong direction during a contest!
The piston can also be used to control inlet. This type of engine is called a side-port, or less commonly these days, a three-port design. As with exhaust and transfer, piston controlled inlet produces symmetrical inlet timing equally disposed either side of TDC. With the open point equal to and limited by the close point, the former must be restricted if the latter is not to exhibit an excessive amount of blow-back. The result is a restriction to the total inlet duration, and since the power developed depends on the amount of fuel/air mix we can induct, side-ports are not the best choice for a high powered model engine. As a side-benefit (?) to the symmetrical inlet timing, side-ports will start and run equally well in either direction—always the wrong direction during a contest!
The Example Specification

Venturi diameter (Vd) 0.140" Crankshaft diameter (Cd) 0.312" Inlet Opens (IO) 123° BTDC Inlet Closes (IC) 15° ATDC Inlet Duration (IN) IO+IC = 138° Timing Procedure Using CAD
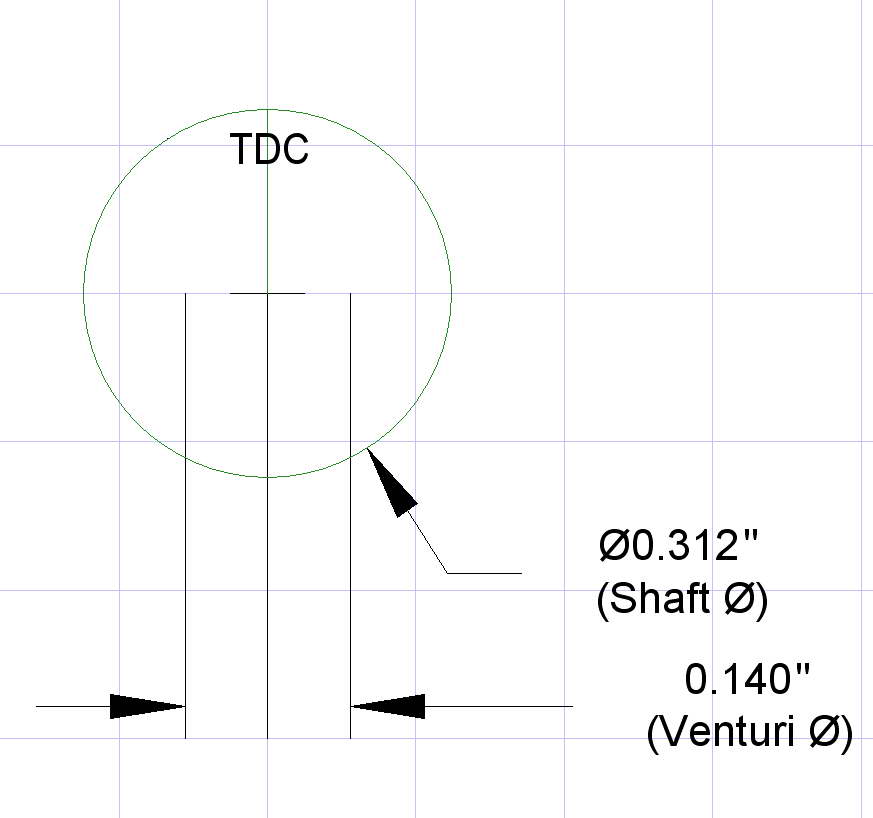 We start by drawing a cross-section through the venturi and crankshaft, marking the TDC radial on the shaft. CAD lets us group things together and define an axis of rotation. It's sort of like we've drawn the shaft section, marked TDC, cut it out with scissors, then put a drawing pin through its center so we can rotate it—which we can, with very fine precision. The 0.140" chosen for the venturi opening is a reasonable choice for a 2cc engine with no spray bar to obstruct the inlet (the needle will seat on a screw-in fuel nipple like McCoy and other racing engines).
We start by drawing a cross-section through the venturi and crankshaft, marking the TDC radial on the shaft. CAD lets us group things together and define an axis of rotation. It's sort of like we've drawn the shaft section, marked TDC, cut it out with scissors, then put a drawing pin through its center so we can rotate it—which we can, with very fine precision. The 0.140" chosen for the venturi opening is a reasonable choice for a 2cc engine with no spray bar to obstruct the inlet (the needle will seat on a screw-in fuel nipple like McCoy and other racing engines).
 Next we draw lines from the shaft axis representing the opening and closing points for the inlet. In this case, we want inlet to open at 123° BTDC (or 57° ABDC) and close at 15° ATDC. The total inlet duration will be 138°. This is quite "mild" porting which will provide good suction and fuel economy. No sense trying to make an AHC diesel fast!
Next we draw lines from the shaft axis representing the opening and closing points for the inlet. In this case, we want inlet to open at 123° BTDC (or 57° ABDC) and close at 15° ATDC. The total inlet duration will be 138°. This is quite "mild" porting which will provide good suction and fuel economy. No sense trying to make an AHC diesel fast!
 In this figure, the "shaft" has been rotated so that it is in the "inlet commences" position. This was done by rotating the group comprising shaft and TDC radial mark, then using a CAD "snap" alignment to make the radial snap to the intersection of the crankshaft circle and 123 BTDC line. A new radial is then drawn from the shaft center to the intersection of the shaft and left-hand venturi opening cross-section. As we are assuming counter-clockwise rotation viewed from the front, this line represents the start of the opening required in the crankshaft. After drawing the line, it is added to the crankshaft group so it will rotate with them.
In this figure, the "shaft" has been rotated so that it is in the "inlet commences" position. This was done by rotating the group comprising shaft and TDC radial mark, then using a CAD "snap" alignment to make the radial snap to the intersection of the crankshaft circle and 123 BTDC line. A new radial is then drawn from the shaft center to the intersection of the shaft and left-hand venturi opening cross-section. As we are assuming counter-clockwise rotation viewed from the front, this line represents the start of the opening required in the crankshaft. After drawing the line, it is added to the crankshaft group so it will rotate with them.
 The shaft TDC point is now rotated to the intersection of the shaft diameter and the line representing the closing event. Another radial is then drawn and added to the shaft group, this time to the right-hand venturi opening representing inlet closure. In this figure, the blue lines are the extents of the valve opening required in the shaft (green), with the red lines being the extents of the inlet timing events.
The shaft TDC point is now rotated to the intersection of the shaft diameter and the line representing the closing event. Another radial is then drawn and added to the shaft group, this time to the right-hand venturi opening representing inlet closure. In this figure, the blue lines are the extents of the valve opening required in the shaft (green), with the red lines being the extents of the inlet timing events.
 The last step is to copy the composite shaft group and orient it so that a line drawn as a chord from valve open to valve close is horizontal. A quick CAD measurement check shows that this line is 0.211" wide. Eye-ball engineering says that is way too large compared to the 0.312" diameter crankshaft journal; the shaft would be very weak at the opening. So we pull a common trick. If we mill a flat at this point, a hole that provides an acceptable shaft wall thickness can be drilled to a like sized axial hole in the shaft. The milled flat not only provides the desired opening and closing points, it also speeds up the events as the rate of change in intersection area between a rectangle and a circle is greater that that between two circles. To complete the information required for machining, we use CAD dimensioning to find out how much needs to be milled from the shaft to produce the correct flat width, and the all-important angle between the inlet hole radial and the crankpin (TDC) radial.
The last step is to copy the composite shaft group and orient it so that a line drawn as a chord from valve open to valve close is horizontal. A quick CAD measurement check shows that this line is 0.211" wide. Eye-ball engineering says that is way too large compared to the 0.312" diameter crankshaft journal; the shaft would be very weak at the opening. So we pull a common trick. If we mill a flat at this point, a hole that provides an acceptable shaft wall thickness can be drilled to a like sized axial hole in the shaft. The milled flat not only provides the desired opening and closing points, it also speeds up the events as the rate of change in intersection area between a rectangle and a circle is greater that that between two circles. To complete the information required for machining, we use CAD dimensioning to find out how much needs to be milled from the shaft to produce the correct flat width, and the all-important angle between the inlet hole radial and the crankpin (TDC) radial.
Timing Procedure Using Math
Let's assume you have neither the time nor the inclination to learn a CAD package, and can't find the drawing implements required to replicate the CAD steps on paper. There is only one other chance at salvation: the dreaded 'M' word. Model Engine World, a defunct English magazine, published what I have to call a remarkably complex approach to the process[1]. The follow-on article dealing with an inlet offset from the center line is worth reading for why this may be desirable[2]. I hope to show you another way that is far less tortuous. All you need is a calculator able to calculate something called an arcsine—that's another way of saying "the angle whose sin is xyz". The rest is simple addition and subtraction. We will use the same example as before (See Table 1) and see how close we get to the same answer.
Step 1: Calculate the angle of venturi opening
The only heavy duty calculation is finding the angle between radials drawn from the center of the crankshaft to the outer extents of the venturi opening. Let's call HALF this angle Phi (φ). It is expressed as "the angle whose sine is the ratio of the venturi diameter to the crankshaft diameter", or more concisely:
Step2: Find the angle from the crankpin to the IO event
 We want the inlet to open at 123° BTDC (IO), or (180 - 123)° ABDC. Therefore, viewed from the front, the angle from the crankpin to the IO event where the leading edge of the inlet port just meets the venturi opening is 180 - IO + φ:
We want the inlet to open at 123° BTDC (IO), or (180 - 123)° ABDC. Therefore, viewed from the front, the angle from the crankpin to the IO event where the leading edge of the inlet port just meets the venturi opening is 180 - IO + φ:
= 180 - 123 + 27
= 84° -----------(A1)
Step 3: Find the angle from the crankshaft to the IC event
 The inlet needs to close with the crankpin at 15° ATDC, so the angle from the crankpin to where the trailing edge of the inlet port reaches the other side of the venturi opening will be 180 + IC - φ:
The inlet needs to close with the crankpin at 15° ATDC, so the angle from the crankpin to where the trailing edge of the inlet port reaches the other side of the venturi opening will be 180 + IC - φ:
= 180 + 15 - 27
= 168° ---------(A2)
Step 4: Calculate the angle between open and close port edges
 This is simple. If you layout the events on paper with TDC at the 12 O'clock position, you can see that the angle between the opening and closing points of the inlet port must be A2 - A1:
This is simple. If you layout the events on paper with TDC at the 12 O'clock position, you can see that the angle between the opening and closing points of the inlet port must be A2 - A1:
= 168 - 84
= 84° -----------(A3)
Step 5: calculate the angle between the mid opening point and the crankpin
 Just add half of the port opening angle A3 to A1, or subtract half of it from A2; they will be the same:
Just add half of the port opening angle A3 to A1, or subtract half of it from A2; they will be the same:
(A1 + A3/2) = (A2 - A3/2)
84 + (84/2) = 168 - (84/2)
84 + 42 = 168 - 42
= 126°
Step 6: Calculate the amount to shave off the shaft
We'll need the calculator with trig functions again for this one. The depth of the cut will be the crankshaft radius times (1 - cos (A3/2)):
= 0.312/2 * (1 - cos 42)
= 0.156 * 0.257
= 0.040"
Machining Procedure
There are only three important numbers: the depth of cut for the flat joining the ends of the valve openings, the angle of the inlet hole relative to the crankpin (which is also the angle at which the flat is cut), and the distance from the thrust face of the crankshaft web to the center of the inlet hole. This latter can be found by placing marking out dye (or copper sulphate solution) on the shaft at the approximate point, then using the crankcase and a #28 drill poked down the venturi to lightly scratch the shaft at the right point. If we mill the flat a bit wider than it needs to be (in the fore-aft direction), we can even allow for any slight imprecision in this imperfect approach.
 The shaft is held in a dividing head (rotary table in this case) on the mill table. The center of the shaft is found using a point-contact probe in a Dial Test Indicator (DTI) to obtain a maximum reading in the Y axis. The mill Y axis dial is then zeroed and shaft rotated to the precise TDC position using an "elephant foot" probe tip on the crankpin. The rotary reading is recorded (or zeroed) at this point. At this time, it's a truly great idea to check that the milling cutter holder and drill chuck will have sufficient room to get into the job with the cutters and drills required.
The shaft is held in a dividing head (rotary table in this case) on the mill table. The center of the shaft is found using a point-contact probe in a Dial Test Indicator (DTI) to obtain a maximum reading in the Y axis. The mill Y axis dial is then zeroed and shaft rotated to the precise TDC position using an "elephant foot" probe tip on the crankpin. The rotary reading is recorded (or zeroed) at this point. At this time, it's a truly great idea to check that the milling cutter holder and drill chuck will have sufficient room to get into the job with the cutters and drills required.
 |
 |
Next step is to rotate the shaft by 126° to mill the flat and drill the hole. Check three times that you rotated for counter-clockwise engine operation. In the left-hand photo above, a GHT "sticky-pin" has been set to spin true, then positioned over the scratch mark on the shaft that represents the offset of the inlet from the crank web. A 3/16" milling cutter is then fitted and lowered to just touch the shaft. The quill down-feed is zeroed and the flat machined to the required depth.
In this discussion, we've concentrated on the "how" and neglected the "why?" That is, factors that influence the decision regarding when the induction period should commence and end. For this there are two approaches: R&D, or Stand on the Shoulders of Giants—ie, copy another design. The steps to follow for the research and development approach are described in Gordon Cornell's book, Model Engine Mechanics. A thorough reading of Gordon's findings should convince you that the second method is going to be a poor compromise as it does not consider many of the factors that will affect performance. In other words, just because a set of timing figures worked on one engine does not mean they are good numbers for all engines.
That said, if we are not dealing with a high performance engine and trying to balance mass-flow to squeeze out the last erg of efficiency, "borrowing" is not all that evil. In this case, the open point was delayed one degree from the transfer close (essentially equal) and the close point borrowed from the Owen Mate 2cc diesel. To see how well it worked out, visit the AHC Black Magic page.
 Finally the cutter is replaced with the drill chuck and #25 drill. The mill table is returned to Y axis zero (being sure that backlash is taken up in the same direction as previously if you are not blessed with a DRO). The inlet hole can now be drilled to intersect the passage previously drilled up the center of the crankshaft. That's it; all over; we're done.
Finally the cutter is replaced with the drill chuck and #25 drill. The mill table is returned to Y axis zero (being sure that backlash is taken up in the same direction as previously if you are not blessed with a DRO). The inlet hole can now be drilled to intersect the passage previously drilled up the center of the crankshaft. That's it; all over; we're done.
Conclusion
The methods shown for locating the inlet port to achieve a desired timing, either by CAD, or by calculation, are applicable to a crankshaft inlet port and to a rear "drum" inlet port. The same processes can easily be adapted to a rear rotary disk as well. Both are simple enough if you are careful and check your results for sanity before cutting metal. All you need is a CAD program, or a "scientific" calculator.
References
![]()

This page designed to look best when using anything but IE!
Please submit all questions and comments to
enquiries@modelenginenews.org
Copyright (c) Ronald A Chernich, 2004. All rights reserved worldwide.