The ED Baby
Reproduction Project
Page 3

With the crankcase complete we can continue with the external and internal cylinder components. These are detailed on the accompanying drawing, Sheet 2. With any engineering task, there are always several ways to approach a problem. The ones presented here were devised by self-taught, amateur machinists, but seem to work well enough.
- Part:
- 2-1 Cylinder
- Prerequisites:
- Nil.
- Things to Watch:
- Underside of flange is smooth and precisely normal to the bore. Bore to be lapped circular to a fine finish with a light taper of between 0.0002" and 0.0005", narrower at the top. The taper will reduce running friction and is a real help in fitting the piston.
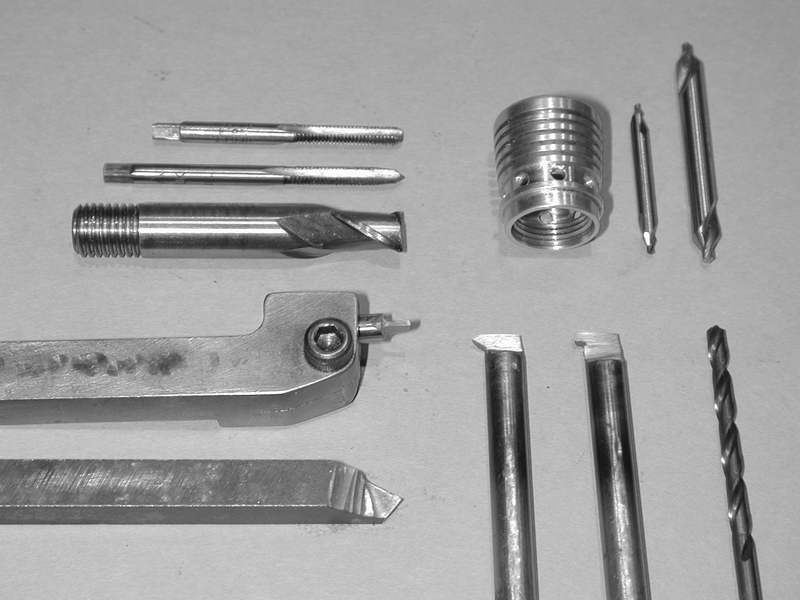
- Tooling Required:
- Rigid parting tool with 0.1" tip, #2CD, 5/64", 9/32" and 19/64" twist drills, 5/16" hand reamer, 3/64" slitting saw, 2" diameter with arbour. The latter is used to cut the cylinder ports. With care, the ports could also be cut with a Dremel abrasive cut-off wheel, or a shop-made fly cutter.
Lap/Hone:
The lap can be made from aluminium or brass stock, 5/16"D, or. The working length should be about 1" as shown on Sheet 5. CD #1, then drill #43 for 1/2". Follow with a #2 4-40 taper tap. Cut a narrow slit over the length of the lap being careful to bisect the tapped hole. Once slit, a 4-40 bolt in the tapered thread will expand the lap in a mildly conical shape giving the cylinder bore the correct taper.
Procedure:

- Chuck a length of free cutting 1/2"D steel rod with about 1.5" protruding from the 3JSC chuck. Cleanly face the end and center with #2CD. Fill the center with grease and bring up a tailstock center for support while forming the outside.
- We will form the profile with the bottom of the liner towards the tailstock so that any "bell-mouthing" of the bore is where it does not matter much. This means the upper length will be formed between two shoulders. This can be easily done using a parting blade, taking a series of radial overlapping cuts to within 0.010" of final diameter, then traversing the parting tool to reduce to the final diameter. Begin by reducing the OD to 0.375"D for a length of 0.317" from the faced end. Next, position the tool with the left side against the exhaust flange and move towards the headstock by 0.120" plus the parting blade width and reduce to a 0.375"D for a total length of 0.445", plus the parting blade width.
- The exhaust flange should now be about 0.119" thick and "stock" diameter. Reduce it to 0.472"D and lightly chamfer both edges at 45°.
- Remove the tailstock center and drill through with a 5/64" drill, followed by 9/32"D and 19/64" drills. The objective is to size the hole to between 5 and 10 thou of the final size as hand reamers like to cut and this range gives us something to actually cut.
- Now "float" a 5/16" hand reamer into the bore as described previously in the 1-1 Crankcase instructions. Use plenty of cutting lubricant and withdraw frequently to remove the chips.
- Transfer the chuck and work to the rotary table, set vertically under the mill. Bring the centerlines of quill and liner into line on either the X or Y axis and mount a 3/64" thick, 2"D slitting saw on a good, true arbor held in a milling chuck. Carefully position and lower the saw with the power off until a tooth just touches the exhaust flange, then raise the saw by 2-3 thou. Even the best saw arbours seem to impart a little wobble to saws. As we do not want to mark the underside of the exhaust flange, it's best to allow a little margin.
- Now make three slits for the transfer slits spaced on 120° radials by plunging the saw into the liner. If your saw has a 2-1/2"D, the correct width is achieved when the liner and saw centers are 1.390" apart. After the transfer ports are cut, lower the saw by 0.085" and repeat to produce the exhaust ports.
- Return the work to the lathe and part off the liner so that the length above the exhaust port flange is 0.445". As the porting cuts may have raised internal burrs that will tear up the lap, it's a good idea to float the reamer up the bore one more tome before parting off.
- Now is the time to lap the cylinder liner bore. The lap design shown will produce a bore that is slightly wider at the end with the adjusting screw, so we must ensure that we lap with the top of the liner towards the headstock. Make a holder for the liner by drilling a 3/8" hole in a short length of 1/2" square wood. Slit from one end to intersect the hole. With the cylinder inserted in the hole, press the slit together to hold the cylinder safely while lapping.
- Charge the lap by rubbing a light smear of diamond lapping paste. Use the lightest "metal removal" grade. My paste (from Bruce Satra) is colored red. Rub it into the surface of the lap using a piece of HSS. Make sure to protect your lathe ways with paper towels during hits operation. Expand the lap until it begins to drag and then stroke the cylinder quickly back and forth over the rotating lap. If you expand until there is considerable drag, the lap will enlarge the bore by .0002" or .0003" for each 30 sec. you lap. If you use a light drag, the lap will smooth the bore and give a fine finish. Lap and then inspect the results. A crosshatched pattern should emerge. Measure the bore for roundness, taper, and diameter. The diameter you finish with is not terribly important. Better you get it round and straight for now.
When the bore is uniform, straight and round, spend more time lapping at the lower end of the cylinder than at the top. This will produce a taper. The desired taper is 0.0002" to 0.0005". If you have trouble measuring the ID to the nearest .0001", just spend about a 20 sec. lapping more on the bottom part of the bore. A taper will be formed and it will be about the desired amount.
- When you are happy with the bore, thoroughly clean the liner. The aim is to remove all of the embedded diamonds. I use a small Jeweller's ultrasonic cleaner. You can wrap some fine polishing paper on a stick and polish the bore if you wish. Finally, wash it carefully and be sure to lightly oil the part immediately after cleaning.
- Part:
- 2-2 Cylinder Head
- Prerequisites:
- 2-1 Cylinder Liner, 1-1 Crankcase.
- Things to Watch:
- Nothing special.
- Tooling Required:
- Sharp corner knife tool, small "L" shaped boring tool, parting tool with a 0.040" tip, 55 included angle internal thread cutting tool (or 60 for US thread form), #1 and #2CD, 3/8" slot drill, 4BA (6-32) intermediate tap, twist drills.
Procedure:
- Place a length of 3/4"D aluminium bar in the 3JSC chuck with about 1.5" protruding. Face the end, then center with #2CD and bring up a live center support in the tailstock.
- Reduce the diameter to 0.744" for a length of 0.88" overall, then reduce to 0.704" for a distance of 0.315" from the face.
- Set the compound slide over by 3° to cut wider towards the headstock. Taper the head profile until the narrowest part of the taper blends with the 0.704"D section.
- Reset the compound slide to 0° and mount a parting off form tool with a tip width of 0.040". Take up all backlash in the compound slide towards the headstock and zero the dial. Position the left corner of the tip at the intersection of tapered and straight sections using the saddle, then lock the saddle and zero the cross slide dial with the tip touching the 0.704" diameter.
- Wind back the cross slide and advance the compound slide by 0.080". With the work revolving at about 300RPM, make a cut to 0.112" deep as shown on the cross slide dial.
- Repeat this process of advance and cut a further 4 times, cutting to only 0.082" on the cross slide dial for the last cut.
- Wind back the compound slide and form the external exhaust port band, cutting 0.034" deep and 0.144" wide, beginning at the intersection to the tapered fin section. Bring the first 0.121" of the head down to this 0.636"D as well.
- Withdraw the tailstock support and drill 5/16"D for a depth of 3/4", followed by a 3/8" slot drill to a depth of 0.770". With the small "L" shaped boring bar, open this hole out to 0.506"D for a depth of 0.315".
- Using the same tool, form an internal recess in the exhaust port area by winding the tool out a further 0.030". The total height of this band should be 0.110". It also doubles as a run-out area when cutting the internal thread.
- At this point, check that the 2-1 Cylinder Liner is a slip fit inside the bore. If not, use the boring tool to remove the odd thou from the slot drilled hole. Don't force the fit as the cylinder will be very hard to get out if it jams!
- Use a countersink, or the boring tool set over at 45 to relieve the internal step and assure that the Cylinder Head will press evenly on the top of the 2-1 Cylinder Liner exhaust flange.
- Fit the internal threading tool, set the lathe to cut a 24TPI thread (or 32TPI) to match the top of the crankcase and cut the thread to be an easy screw fit to the crankcase.
- Drill the top of the cylinder recess with the #1CD, followed by a 3mm drill to a depth of about 1/4". Follow with a 4BA (6-32) second taper tap held in the tailstock drill chuck, rotating the work by hand.
- Transfer the chuck and work to the rotary table set vertical under the mill or drill and drill eight 3/32"D holes on 45° radials, centered in the exhaust band area. As these are hard to de-burr, drill #43 first, followed by #40.
NOTE: There were three styles of exhaust ports cut in the Baby heads by ED. The Mk I used the eight 3/32" holes as shown on the plans. Just before the introduction of the Mk II, these holes were joined up in pairs with a 3/32" slot drill to form a 4-port head, probably to make priming easier and to better dispose of exhaust gasses. Finally, on the Mk II version, the exhaust ports were formed with a 1/16" slitting saw, making three slots similar to the cylinder liner ports. The Mk II also had flat topped pistons in place of the conical ones. It seems the 4-port head was a "twilight" model ast it appears with both flat and conical piston styles.
- Return the chuck to the lathe and position a parting blade with its right hand side 0.850" from the bottom of the cylinder head. Make an initial cut to about 1/4" deep. Fit a 45° chamfer tool and chamfer the top back for about 1/16". Blend the edges into the top and sides with a fine needle file, followed by 600 grit glass paper, wetted with kerosene. Replace the parting-off blade and continue the cut to a depth of 0.268". Move the blade 0.035" towards the headstock, then part off completely.
- As the tap operation will probably not have completely opened out the compression screw hole, run a tap fully up the hole starting from the inside. Polish the head with a Scotch-Brite™ belt or disk run at high speed, then screw it to the crankcase for some well deserved work-admiration.
- Part:
- 2-5 Conrod
- Prerequisites:
- Nil.
- Things to Watch:
- Holes must be exactly parallel and accurately reamed.
- Tooling Required:
- Bi-directional, round nose turning tool, chamfering tool, 7/64"R and 0.086"R HSS form tools, #1CD, #44 and 33 drills, 3/32" and 1/8" spiral hand reamers (or shop made D-bit reamers).
The form tools are easily made using 3/16" SQ HSS (A), or gauge plate stock (B):
A) 3/16" square HSS stock:
- Grind ends square with about 5-10 degrees of rake, then "V" notch each face on edge of grinding wheel.
- Form radius with conical stone in high speed "Dremal" hand tool, using a drill bit to gauge size and uniformity. Use a #3 bit for the large ball and a #18 for the small one—they do not have to be exact. The finish from the
- Carefully radius the point tip that will intersect the rod center (LHS for large ball, RHS for small).
- Stone the top at the tips.
B) Gauge plate 1/8" thick:
- Cut a strip of plate approximately 1/4" wide and 3" long
- Drill close to the ends, #25 one end; #8 the other.
- Open out holes with a tapered reamer until #18 and #3 drills will just fit through. The tapered reamer provides the cutting rake.
- Cut/grind away half the material surrounding the hole near the tip and radius one point as in (3) above.
- Harden and temper the plate, then stone the top at the tips.
Procedure:

- Chuck a length of 7/32"D water hardening drill rod in the 3JSC chuck with minimal protrusion and drill CD#1 for tailstock support.
- Extend stock for 1-1/2" and support with half dead center in tailstock, applying a generous dollup of grease to the center. (This is a very handy tool for miniature engine builders. You can make one from a hard dead center by grinding away material from one side of the coned area until the tip before the "step" is about 0.100" to 0.125" in diameter).
- Adjust point of 45° chamfering tool to end of stock and zero the compound slide dial. We will make four plunging cuts 0.040" deep at four points relative to the end of the stock. These are at: 0.125", 0.344", 0.850", and 1.020".
- With a round nose tool, reduce diameter between second and third marks to approx 0.110"D.
- Reduce area between two cuts closest to the chuck to 0.175"D. This will be the small end ball.
- Position chamfer tool in middle big end ball segment and lightly mark stock all around. Advance exactly 0.700" and repeat for the other end.
- Fit large diameter form tool at center height and position so the center of tool radius matches the mark near tailstock. Plunge in gently with plenty of coolant until marked line just disappears. The ball diameter should now be 0.005" to 0.010" less than the stock diameter.
- Change to small form tool and repeat for other end. At this point, each ball should be formed leaving about 0.1" central stock at either side and both ends.
- Refit the round nose tool and turn shank to finish size of approx 3/32" diameter, carefully blending the shank into ball ends.
- Part/cut off leaving a 1/8" stub of stock on the small ball end.
- Adjust mill vice so rear jaw is exactly parallel to table movement axis.
- Transfer work to mill vice and seat firmly on a parallel, gripping on the 7/32" stock diameter stubs with at least 0.060" above the jaws (the jaws should not be touching either ball).
- Mill flat for full length, removing 0.045" of stock.
- Flip work and seat formed flat against parallel, packing if needed so again, the work protrudes by about 0.060". Remove 0.045" from other face.
- Remove supporting parallel. Fit #1CD and adjust to spot center of large ball. This can be done by measurement, or eyeball. When satisfied, gently CD #1, drill thru #33, lightly countersink to larger than 1/8" to allow for crankpin/web radius, then ream 1/8".
- Move work exactly 0.700" and drill with #1 CD, followed by #44 drill and 3/32" reamer. If you've been accurate, this hole should appear in, or very near the center of the small ball.
- Remove, cut off stub ends, then finish ends of balls with files and emery cloth, or a Scotch-Brite™ linishing belt or wheel.
- A diesel connecting rod takes a lot of punishment, so the part may now be hardened and tempered to a light blue. If you do this, be sure to check holes for being parallel afterwards by inserting lengths of 1/8"D and 3/32"D drill rod and taking measurements each side at some distance from the rod. Bends are unlikely, but can be adjusted with gentle tapping. If this makes you nervous, omit this step!
- Part:
- 2-3 Contra Piston
- Prerequisites:
- 2-1 Cylinder.
- Things to Watch:
- The contra piston should be a firm press fit in the top of the 2-1 Cylinder liner. The following procedure will produce this without any lapping or honing operations.
- Tooling Required:
- Sharp corner knife tool, #1CD, #1 twist drill, 1/4" slot drill, 600 grit "wet and dry" paper.
Procedure:

- Place a length of fine, cast iron rod in the 3JSC chuck with 3/4" protruding. Face the end square with the knife tool.
- Reduce the rod to about 0.4"D for a length of 1/4" from the faced end.
- Drill with #1CD, then a #1 drill to a total depth of 0.11". Flat-bottom this home with a 1/4" slot drill to produce a total depth of 0.120". Fit a small boring bar and open out this blind hole to 0.280"D.
- ED made engines with both conical and flat topped pistons. The conical shape is intended to improve scavenging by forcing the transfer charge upwards. The flat top pistons are easier to make. In practice, the shape does no seem to matter measurably. Decide now which style you want to go with (naturally, both piston and contra-piston must be the same style). For conical pistons, part off to give a length of 0.235". For flat-tops, part to 0.180".
- Make a mandrel to hold the piston for finishing from a length of 5/16"D rod turned to be a tight fit in the 0.280"D recess of 2-3. It's not a bad idea to drill this mandrel through 1/8" to provide a "knock-off" punch hole. Now fix the piston to the mandrel using Lock-Tite or some cyno-acrylate adhesive.
- Place the mandrel in the 3JSC chuck. If you are making a conical contra piston, face the contra-piston to 0.225" length overall.
- Set-over the compound slide by half of one degree, or less so that it will cut a taper wider at the headstock end.
- Lock the saddle and begin reducing the diameter with a sharp knife tool, taking fine cuts of 0.002", or less per pass. Continue until the contra-piston will just enter the top of the liner bore for one quarter of its length, or less.
- Polish the OD of the component using fine (600 or 800 grit) glass paper, backed up by a piece of flat HSS and generous light oil, periodically checking the fit in the liner. Stop when the part will enter for between one half and three quarters of its length before jamming.
- If you are making a conical contra piston, lightly drill the face with a #1CD to no more than 0.050" depth. Set-over the compound slide to 80° and turn the face concave to a 140° included angle until the cone just reaches the edges.
- Knock the part off the rod, or heat until the glue joint breaks. Thoroughly clean the part in a kerosene bath, oil, then press all the way into the cylinder top. The thin sides will spring in to give a gas-tight fit that moves readily in the cylinder bore. If the compression is too tight in operation, the contra piston can easily go back on the rod for a spot more polishing.
- Part:
- 2-4 Piston
- Prerequisites:
- 2-1 Cylinder liner.
- Things to Watch:
- The 2-6 Wrist Pin hole must be perfectly at right angles to the piston axis, otherwise excessive friction will result. The piston must be lapped or honed to give a tight fit at the top of its stroke.
- Tooling Required:
- Sharp corner knife tool, small boring tool, #1CD, #45, 42 and 5/32"twist drills, 3/32" hand reamer, 3/16" and 1/4" slot drills, adjustable external hone, or custom made expanding external lap (part 5-6).
5-6 External Lap
The lap shown on sheet 5 is made 13/32"D so it can be fitted to a standard adjustable die holder and adjusted with the screws. The internal bore of the lap should be a slip fit over the un-lapped piston. It should be "charged" with Red grade diamond lapping paste, rubbed in with a piece of round HSS.
Procedure:

- Place a length of cast iron rod in the 3JSC chuck with about 3/4" protruding. Face the end square, then make center with a #1CD. Follow this with a 5/32" drill, drilling 0.28" deep.
- Open this hole and flat-bottom it using a 3/16" slot drill until the hole is 0.290" deep. Now open up the end with a 1/4" slot drill to a depth of 0.060". Mount a small boring tool and open this bore to 0.260"D.
- Accurately measure the ID of your lapped cylinder bore at the bottom opening, then reduce the OD of the piston to within 1.5 to 2 thou of this diameter for a length of 0.4".
- Transfer the chuck and work to the rotary table, set vertically under the mill. Center the diameter under the quill, then position to 0.160" from the base of the piston. Drill #1CD followed by #45 and #43, drilling through both sides.
- Fit a 3/32" hand reamer to the drill chuck and enter it into the hole, rotating the chuck by hand until the end just enters the lower hole. Remove reamer from the chuck, fit a light tap handle and continue reaming until the point emerges from the bottom of the home. At this point, the upper hole will be fully reamed, while the lower remains tapered. This will produce a press-in fit for the wrist pin.
- Return work to the lathe to part off the piston. If you have chosen to make flat top pistons, part off at 0.320", otherwise the full length should be 0.380".
- As with the contra-piston, glue the piston to a 3/16"D rod and place this rod in the 3JSC chuck. For conical pistons, set-over the compound slide to produce the 140° included angle piston crown. The length of the piston from rim to base should be 0.320". The overall length to pointed tip should end up at 0.375".
- The piston must now be externally lapped or honed to a fine finish such that it enters the liner easily, but becomes tight as the crown passes the exhaust ports (clean the piston with kerosene before each trial fit). The best initial fit is a piston that cannot be moved by hand past a point where the exhaust ports bisect the piston. It will be easier to estimate the fit if the contra-piston is removed during this operation.
- Remove the piston from the rod and thoroughly clean and lightly oil.
- Part:
- 2-6 Wrist Pin
- Prerequisites:
- 2-5 Con Rod, 2-4 Piston.
- Things to Watch:
- Ends must not protrude past piston profile.
- Tooling Required:
- Sharp corner knife tool.
Procedure:
- The wrist pin may be made from either brass rod, or drill rod. While the original was steel on steel, we feel a brass pin will be strong enough and provide better wearing life. Your choice. Slip the con rod onto a length of rod material and check for free fit. Polish rod with a Scotch-Brite™ pad until this is achieved.
- Cut a length of rod about 5/16" long. Place in 3JSC chuck, or collet chuck if you have one and lightly round the face with a needle file.
- Reverse and face down to 0.290" long, leaving this end dead flat. De-burr the corners.
- Push the rounded end of the pin into the fully reamed side of the piston hole and through the con. Push the pin into the tapered side of the hole (produced by incomplete reaming) until it will go no further.
- Support the piston of a clean wooden surface and gently tap home the pin with an under size punch until it is centrally located. You will find the pin can be refitted several times and still retain the tight push fit. Just remember, the rounded end is in the tapered hole, so drive in in using the flat end and drive it out by tapping the rounded end.
Construction concludes with the crankshaft and fuel system assemblies in Part Four.


![]()
 Home
Home
This page designed to look best when using anything but IE!
Please submit all questions and comments to
enquiries@modelenginenews.org